Histoire de la fonderie sous pression de zinc

Le zinc est un matériau connu depuis très longtemps. Dans l'antiquité, sous le nom d'airain, il était utilisé sous la forme d'un alliage de cuivre-étain-zinc pour réaliser des bracelets. La première application industrielle date de 1814 où le procédé est alors employé à la fabrication des caractères d'imprimerie en alliage de plomb et d'étain. De nombreuses recherches sur les alliages de zinc furent conduites par la New Jersey Zinc Company (Etats-Unis) qui, pendant les années 20, fit particulièrement évoluer les alliages de zinc. Mais l'utilisation industrielle en grandes série des alliages de zinc par transformation en fonderie sous pression à l'échelle industrielle date des années 1960.
Antiquité
Le zinc était connu de l'Antiquité : des bracelets de zinc découverts en Grèce, dans les ruines de Cameros, en apportent le témoignage et permettent d'estimer que leur fabrication se situe vers le Vème siècle avant J.C. Mais, bien avant que la nature métallique du zinc ne soit déterminée, ce métal était présent dans les alliages de cuivre de l'époque appelée l'Age du Bronze qui succéda à l'Age du Cuivre. Ces alliages, dénommés dans la littérature ancienne “ airain ”, étaient vraisemblablement obtenus par réduction simultanée de minerais de cuivre, d'étain et de zinc.
Nouveaux bras fermés pour luminaire en zamak

IRILUR S. L. - Lampes et accessoires pour lampes, a de nouveau à confier à nous pour créer et fondre leurs nouveaux bras fermés pour luminaire en zinc. Après des mois de travail car nous pouvons dire que son nouveau conception est prêt à être ajoutée à son catalogue des produits.
À la différence de la majorité des sociétés de lampes ou accessoires pour lampes, IRILUR S. L. conduit depuis les années 80 utilisant l'alliage de zinc "moins", appliquée avec succès pour fabriquer ses produits d'éclairage, obtenant obtenir formes et géométries non d'éventuelles avec d'autres matériaux à l'exception des plastiques, Et d'autre part obtenir des améliorations notables de finition de surface en raison de sa stabilité dimensionnelle et à la elle réalisable dans les superficies, supprimant processus de limailles et polissage que fatalement introduisent, dans les pièces fondues en laiton et bronze et dans une faible proportion dans les pressées, variations peu contrôlables des formes initialement envisagées (notamment par des arêtes et courbes de petit radio). Cette protection est obtenue bien avec revêtements organiques (peintures, vernis, laques, émaux) soit par revêtements électrolytiques, dans les laiton sont généralement de nickel et de chrome et dans le cas du moins souvent de cuivre-nickel-chrome.
Ne pas oublier la possibilité pour le moins, à l'instar des autres métaux et de certains plastiques, d'intégrer les revêtements tribológicos de PVD (Physical domaine Deposition), de CVD (Chemical domaine Deposition) ou de PECVD (plasma Enhaced Chemical domaine Deposition) ou les plus récentes à base d'alliages de nickel et de tungstène, que dans certains cas sont substituant ou remplacent les revêtements électrolytiques à base de nickel et de chrome, entre autres particularités n'affectent à l'environnement ni à la santé
Images de défauts en tomographie

La tomographie est une nouvelle technologie CND (Contrôle Non Destructif) permettant d'obtenir une reconstruction 3D des défauts internes. Les défauts peuvent donc être visualisés et quantifiés avec précision (position dans l'espace, taille, facteur de forme, ...).
Quel est le principe de la tomographie ?
La tomographie consiste à utiliser une source radio (micro foyer) sur une pièce ou un échantillon en rotation. L’image en 3D est ensuite reconstruite par calcul.

Par rapport à d’autres moyens d’analyse de défauts internes, la tomographie présente des avantages :
- vrai image en 3D qui permet de visualiser et diagnostiquer finement les défauts interne,
- quantification (de la géométrie pièce et des défauts)
Mais impose également des contraintes :
- coût de l’outil
- temps d’analyse.
Que permet d'analyser la tomographie ?
La tomographie permet de faire deux choses:
- Du contrôle dimensionnel sur pièce 3D
- Du contrôle de santé interne sur pièce
Un fondeur peut-il s'équiper ?
Oui, certains ont commencé à le faire à des fins de contrôle dimensionnel et de santé pièce. Des clients ou centres de R&D sont équipés également d'un tomographe.
La quantification de défauts internes
La micro-tomographie, utilisé par CTIF dans un projet de R&D, a permis d'acquérir des images avec une résolution comprise entre 3 µm et 20 µm (1 voxel = 20 µm). Différents matériaux ont été analysés (Al Si9Cu3, Al Si12, Al Si17Cu3, zamak, magnésium, fonte GS, mousse d'aluminium). La grande majorité concernait la fonderie sous pression (Al, Zn), sujet de ce projet de R&D.
La tomographie permet d'avoir accès aux informations suivantes :
- taux de porosité (dans une zone de pièce)
- diamètre des pores (moyen, mini, maxi)
- facteur de forme des pores
- distance des pores à la peau de pièce. Ce paramètre a une importance cruciale pour la tenue en fatigue (en flexion alternée, mais également dans une moindre mesure en traction/compression) dans le sens où les défauts très proches de la surface initient les fissures de fatigue.
Toutes ces données nécessitent cependant une opération de dépouillement manuelle :
- Isoler la zone intéressante
- Réaliser une opération de seuillage (transformation d'une image initiale en niveau de gris en une image binaire noir-blanc). L'opération de seuillage (en analyse d'image) est clairement la plus délicate.
- Opérations d'érosion et dilatation qui permettent d'éliminer le bruit (résultant du seuillage) et les trop petits défauts afin d'avoir un nombre de pores facilement analysable.
- Analyse proprement dite du fichier pour rendu réaliste et transfert vers un tableur type Excel.
Traitement d'image
Analyse et quantification des pores
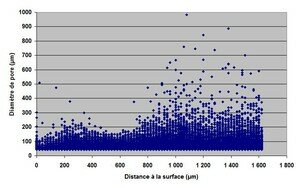
Distance à la surface (et diamètre de pore en ordonnée) pour une pièce en aluminium de 3.5 mm d'épaisseur

Pores par rapport à la surface de pièce (gauche et droite) de pièce.
La zone en peau de pièce est relativement saine.
Images de défauts 3D en tomographie
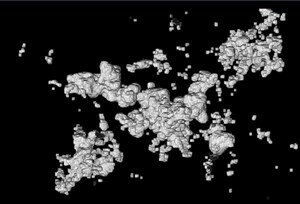
Micro-retassure (vue 3D) - Shrinkage
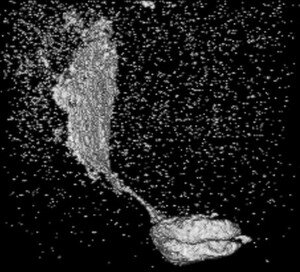
Reprise (vue 3D) - Cold shut
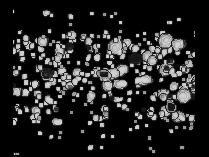
Soufflure (vue 3D) - Blowhole pores
Retassure (vue 3D) sans filtrage - shrinkage (without erode and dilate operations)

Retassure (Al Si9Cu3)
Vídeos
Un moyen de CND d'avenir
La tomographie est un moyen de contrôle qui commence à sortir de la R&D et est amené à se développer industriellement dans l'avenir car permettant d'accéder à des informations complémentaires par rapport à la radioscopie.
Source: My little blog fonderie
Les caractéristiques mécaniques d'une pièce de fonderie

Une pièce de fonderie, qu'elle soit en fonte en aluminium ou en acier, possède des propriétés mécaniques en statique (Rm, Rp0.2, allongement) et en dynamique (limite d'endurance en fatigue) qui résultent d'un certain nombre de paramètres (conception de la pièce, éléments d'alliage, ..., finesse de la microstructure).
Les facteurs importants
Les principaux facteurs qui impactent sur les caractéristiques mécaniques (en statique comme en dynamique) d'une pièce sont :
- La teneur en éléments d'alliage qui entrent dans la composition chimique de la pièce (Al-Si7Cu3Mg pour un aluminium ou 2.7 % C, 0.6 Si, 4.2 % Ni et 1.6 % Cr pour une fonte Ni-Hard)
- L'absence de défauts internes ou externe dans les parties de pièces sollicitées mécaniquement. On spécifie généralement un niveau de défaut acceptable (classe 1 pour les retassures en zone désignée par exemple) dans le CdC pièce. L'impact des défauts sur les caractéristiques mécaniques peut être appréhendé finement
- Le tracé de la pièce (et par exemple l'absence de zones de concentration de contraintes ou de zones massives isolées)
- Le type de microstructure obtenue. Par exemple, la forme du graphite (lamellaire, sphéroïdale, vermiculaire) ou de la matrice (perlitique, ferritique, austénitique, bainitique) pour les fontes ou la forme du silicium (aciculaire ou lamellaire) ou des composés intermétalliques (Al-Fe-Si) pour les alliages d'aluminium
- La finesse de la microstructure (résultant de la vitesse de solidification). Pour certaines applications, on spécifie ainsi le DAS (Dendritic Arm Spacing) en µm pour les alliages d'aluminium
- Les micro-éléments d'addition en très faibles quantités (quelques ppm versus quelques % pour les éléments d'alliage traditionnels)
- Un traitement thermique ultérieur qui modifie la microstructure (transformation de l'austénite en martensite pour les aciers par exemple). Pour les alliages Al-Si par exemple, c'est l'addition de magnésium qui permet lors du traitement thermique d'augmenter les caractéristiques mécaniques
- Les opérations d'usinage qui peuvent faire déboucher en surface des porosités ou amener des contraintes résiduelles
- Un traitement ultérieur (shot peening local ou compression isostatique à chaud par exemple)
Source : CTIF
Source: My little blog fonderie
Carrosserie en aluminium pour le nouveau pick-up de Ford

Ford a ravi la vedette au dernier Salon de Detroit avec la nouvelle génération de son pick-up F-150 dotée d’une carrosserie en alliage d’aluminium. Il a indiqué que le nouveau modèle pèserait entre 250 et 320 kilos de moins que l’actuel, pour une large part grâce à l’utilisation d’aluminium, et qu’il prévoyait de le commercialiser à des prix proches de ceux de l’actuel (qui s’échelonnent de 24 500 à 55 000 dollars). Le nouveau F-150 s’inscrit dans la stratégie de réduction de la consommation des véhicules du constructeur. Ford n’a pas donné d’indication concernant la consommation du véhicule, mais selon des informations parues dans la presse, il viserait une consommation de carburant sur route de 7,8 litres aux 100 kilomètres.
Des coûts de matériaux plus importants
La décision de remplacer la carrosserie en acier du véhicule le plus vendu aux États-Unis et le plus rentable de Ford par une carrosserie en aluminium pourrait révolutionner le marché américain des utilitaires, mais aussi réduire les bénéfices du constructeur. Elle implique en effet des coûts de matériaux plus élevés, d’importants investissements dans les outils de production et l’ingénierie, ainsi que le risque d’une mise en fabrication compliquée et troublée et d’une possible résistance de la clientèle. Se pose également le problème des coûts de réparation des panneaux de carrosserie et par ricochet du montant des primes d’assurance.
Une réparation facile des panneaux endommagés
Ford a souligné à cet égard que le modèle avait été conçu pour être réparé facilement. Il s’est en outre engagé à aider financièrement ses concessionnaires et les ateliers de réparation pour que les panneaux de carrosserie endommagés puissent être remplacés ou réparés à un coût compétitif. Eric Noble, président de la société de conseil The CarLab, a estimé que l’utilisation d’aluminium augmenterait le coût du nouveau F-150 d’au moins 1 000 dollars, sachant que l’aluminium est environ trois fois plus cher que l’acier.
Source : www.ccfa.fr
Source: My little blog fonderie
Le silicium dans les alliages de fonderie

Le silicium est l'élément d'alliage majoritaire de la quasi totalité des alliages d'aluminium de fonderie aussi bien en moulage gravité sable et coquille (Al Si7Mg0.3, Al Si12, Al Si7Cu3, ...) qu'en fonderie sous pression (Al Si9Cu3Fe, Al Si17Cu3). Le silicium est également utilisé dans les alliages ferreux où il est ajouté sous forme de ferrosilicium. Il existe industriellement essentiellement trois qualités de silicium qui se distinguent par leur niveau d'impureté. Le silicium pour la métallurgie présente un faible niveau de pureté alors que les applications électroniques et solaires photo-voltaïque nécessitent un niveau de pureté beaucoup plus important.
JE VOUS REMERCIE DE VOTRE VISITE À NOTRE STAND EN SOMMET 2013

Industries DOJE S. L. , tient à remercier tous les visiteurs qui en ont approché notre stand en Sommet 2013 (Bilbao) les jours 1, 2, 3 et 4 octobre et se sont intéressés par notre Services de fonte Injectée de zamak et d'aluminium.
Nous remercions également tous nos clients par nous laisser exposer certaines de leurs pièces de zamak et d'aluminium, et aussi de sa visite.
Pour les personnes qui veulent plus d'informations sur les industries DOJE S. L. , vous nous laissons ce lien où vous pourrez télécharger Power Point une présentation de notre activité axée sur la fabrication de pièces par injection en les alliages.

JE VOUS REMERCIE DE VOTRE VISITE À NOTRE STAND EN SOMMET 2013

Industries DOJE S. L. , tient à remercier tous les visiteurs qui en ont approché notre stand en SUBCONTRATACIÓN 2015 (Bilbao) les jours 26,27,28 et 29 mai et se sont intéressés par notre Services de fonte Injectée de zamak et d'aluminium.
Nous remercions également tous nos clients par nous laisser exposer certaines de leurs pièces de zamak et d'aluminium, et aussi de sa visite.
Pour les personnes qui veulent plus d'informations sur les industries DOJE S. L. , vous nous laissons ce lien où vous pourrez télécharger Power Point une présentation de notre activité axée sur la fabrication de pièces par injection en les alliages.
Les marchés du zinc en fonderie sous pression

Le zinc mis en forme en fonderie sous pression est utilisé dans de nombreux secteurs industriels allant de l'automobile à l'électronique en passant par le bâtiment. Le zinc transformé en fonderie sous pression offre de nombreux avantages (précision dimensionnelle, revêtement de surface, résistance mécanique importante, grande série économique, ...)
Blog
-
SOMMET industriels et technologiques 2019 Written on jeudi, 16 mai 2019 12:01 in Actualidad

-
PORTE-CLÉS DOUBLE JETON Written on mercredi, 13 mars 2019 09:49 in Fundición inyectada

-
PORTE-CLÉS CLEVY 4 FONCTION Written on mardi, 05 mars 2019 14:43 in Fundición inyectada

-
Magnésium - Diagramme d'équilibre et tenue au fluage Written on lundi, 17 septembre 2018 07:16 in Fundición inyectada

-
Le cours de l'aluminium en hausse Written on mardi, 24 avril 2018 11:51 in Aluminio

-
Les réfractaires des fours de fusion aluminium Written on mardi, 28 novembre 2017 09:49 in Aluminio

-
Influence de la taille des grains sur les propriétés mécaniques des métaux - vidéo Written on mercredi, 06 septembre 2017 08:35 in Aluminio

-
La phase de compression du métal en fonderie sous pression Written on mardi, 20 juin 2017 07:10 in Fundición inyectada

-
Traitement thermique à basse température en fonderie sous pression Written on mardi, 25 avril 2017 08:09 in Fundición inyectada

-
Les causes de soufflures en fonderie sous pression Written on mardi, 14 mars 2017 15:20 in Fundición inyectada

-
L'industrie 4.0 en fonderie sous pression Written on mardi, 14 février 2017 14:44 in Fundición inyectada

-
Les caractéristiques fonctionnelles d'une pièce Written on lundi, 30 janvier 2017 15:13 in Fundición inyectada

-
MIDEST 2018 Written on jeudi, 22 mars 2018 09:59 in Actualidad

-
MIDEST 2016 Written on mercredi, 02 novembre 2016 14:33 in Actualidad

-
Critères de choix d'un matériau et d'un process de fabrication Written on jeudi, 15 septembre 2016 09:03 in Fundición inyectada

-
Histoire de la fonderie sous pression de zinc Written on jeudi, 30 juin 2016 07:06 in Fundición inyectada

-
Alliages utilisés dans la fonderie sous pression Written on mardi, 20 octobre 2015 13:48 in Fundición inyectada

-
La conception optimisée de moules pour moulage par injection et durable Written on vendredi, 18 septembre 2015 10:42 in Actualidad

-
Composition des zamak en fonderie Written on jeudi, 09 avril 2015 06:30 in Zamak

-
L'importance des services de la coulée sous pression Written on lundi, 15 décembre 2014 10:40 in Actualidad

-
Zamak dans les bijoux Written on lundi, 16 février 2015 07:42 in Zamak

-
Finition de surface Written on lundi, 29 septembre 2014 13:25 in Zamak

-
Les avantages del alliages de zinc de fonderie Written on lundi, 29 septembre 2014 11:50 in Zamak

-
La simulation numérique du remplissage en fonderie sous pression Written on vendredi, 13 juin 2014 07:13 in Novedades

-
Nouveaux bras fermés pour luminaire en zamak Written on vendredi, 21 mars 2014 08:16 in Zamak

-
Carrosserie en aluminium pour le nouveau pick-up de Ford Written on jeudi, 24 avril 2014 06:45 in Aluminio

-
Les caractéristiques mécaniques d'une pièce de fonderie Written on jeudi, 30 janvier 2014 10:48 in Aluminio

-
Images de défauts en tomographie Written on vendredi, 20 décembre 2013 09:08 in Zamak

-
Joyeux Noël et bonne année Written on jeudi, 19 décembre 2013 14:47 in Actualidad

-
Vidéo de remplissage de machine de coulée sous pression Written on jeudi, 14 novembre 2013 08:55 in Aluminio
