Fonderie sous pression : Quand choisir le Zamak et quand choisir l’Aluminium pour vos pièces industrielles ?

Dans le secteur industriel, le choix du matériau approprié pour la fabrication de composants définit non seulement la qualité du produit final, mais aussi la rentabilité de l'ensemble du projet. Lorsqu'il s'agit de fonderie sous pression (die casting), le Zamak et l'Aluminim sont les deux alliages non ferreux les plus utilisés et les plus demandés.
Bien que ces deux matériaux offrent d'excellentes propriétés mécaniques et une grande précision géométrique, leurs caractéristiques techniques dictent des applications très différentes.
Si vous êtes en train de concevoir une nouvelle pièce ou si vous cherchez à optimiser vos coûts de production, cet article analyse les différences clés afin de vous aider à découvrir quel matériau est le mieux adapté aux besoins de votre projet.
Différences techniques clés entre le Zamak et l’Aluminium
Pour prendre la bonne décision, il est essentiel de comprendre comment ces deux alliages se comportent pendant le processus de fonderie sous pression et tout au long de leur cycle de vie.
1. Point de fusion et consommation d'énergie
Le Zamak (un alliage de zinc avec de l'aluminium, du magnésium et du cuivre) a un point de fusion relativement bas, autour de 390 °C. De son côté, l'Aluminium nécessite des températures beaucoup plus élevées, avoisinant les 650 °C.
Impact sur la production : En fondant à une température plus basse, l'injection de Zamak consomme moins d'énergie et, surtout, réduit considérablement l'usure des moules, prolongeant leur durée de vie jusqu'à 4 ou 5 fois plus que les moules en aluminium.
2. Tolérances dimensionnelles et épaisseur de paroi
Si votre projet exige des pièces aux géométries extrêmement complexes, des parois minces ou des détails minutieux, le Zamak est le roi de la précision. Il permet d'obtenir des tolérances beaucoup plus strictes et des épaisseurs de paroi inférieures à 1 mm sans compromettre l'intégrité structurelle. L'aluminium, bien que polyvalent, nécessite des parois légèrement plus épaisses.
3. Poids et densité
C'est ici que se trouve l'une des plus grandes différences. L'aluminium est un métal léger avec une densité d'environ 2,7 g/cm³, tandis que le Zamak est nettement plus dense (6,6 g/cm³). Si la réduction de poids est une priorité absolue (comme dans l'industrie automobile ou aéronautique), l'aluminium est généralement l'option privilégiée.
Tableau comparatif : Zamak vs Aluminium en injection
| Caractéristique | Fonderie sous pression de Zamak | Fonderie sous pression d'Aluminium |
|---|---|---|
| Point de fusion | Bas (~390 °C) | Élevé (~650 °C) |
| Poids / Densité | Élevé (Plus lourd) | Bas (Très léger) |
| Précision et Tolérances | Excellente (Détails ultra-précis) | Bonne / Standard |
| Durée de vie du moule | Très haute (Jusqu'à 1 million de cycles) | Modérée (Usure thermique accrue) |
| Résistance à la corrosion | Bonne (Nécessite souvent des finitions) | Excellente (Naturellement résistante) |
| Finitions de surface | Exceptionnelle (Chromage, peinture, etc.) | Bonne (Limitée pour les finitions miroir) |
Quand choisir la fonderie sous pression de Zamak ?
Le Zamak est le choix idéal si votre priorité est la précision, la finition esthétique et la rentabilité à long terme pour les grandes séries de production. Il est largement utilisé dans :
- Quincaillerie et serrurerie : Poignées, charnières et composants de sécurité.
- Électronique et automobile : Connecteurs, boîtiers de précision et pièces intérieures aux géométries complexes.
- Articles à haute exigence esthétique : Pièces nécessitant un bain électrolytique (chromage, nickelage) ou des peintures de haute qualité, car le Zamak offre une surface exempte de porosités.
Quand choisir la fonderie sous pression d'Aluminium ?
L'aluminium se distingue lorsque la résistance mécanique, la légèreté et le comportement thermique sont les facteurs critiques de la conception. C'est le matériau standard pour :
- Composants automobiles : Blocs moteurs, boîtes de vitesses et pièces structurelles visant à alléger le poids du véhicule.
- Éclairage LED et électronique : Dissipateurs de chaleur et boîtiers extérieurs, grâce à son excellente conductivité thermique.
- Applications extérieures : Pièces exposées aux intempéries qui nécessitent une haute résistance à la corrosion sans traitements coûteux.
Conclusion : Le moule parfait pour votre projet
Il n'existe pas de meilleur matériau qu'un autre ; il existe l'alliage adapté à chaque application. Alors que l'aluminium offre légèreté et résistance thermique, le Zamak garantit une précision inégalée, des finitions de surface esthétiques supérieures et un meilleur amortissement des moules d'injection.
Chez Doje, nous sommes spécialistes de la fonderie sous pression de zamak et d'aluminium. Nous disposons de la technologie et de l'expérience nécessaires pour vous conseiller, depuis la phase de conception du moule jusqu'à la production en série de vos pièces.
Vous avez un projet en tête et vous hésitez sur le choix du matériau ? Contactez notre équipe technique. Nous vous aiderons à optimiser vos coûts et à garantir la qualité maximale de vos composants.
Le cours de l'aluminium en hausse

Le marché des métaux de base reste chahuté depuis le début de l’année, d’abord du fait des tensions protectionnistes sur fond de conflits commerciaux entre la Chine et les Etats-Unis. En effet fin février Donald Trump annonçait la mise en place de droits de douane sur l’aluminium et l’acier importé aux Etats-Unis. Par la suite les sanctions annoncé par le président Américain à l’encontre d’oligarques Russes et notamment le dirigeant du second producteur mondial d’aluminium a eu un effet accélérateur sur le cours de l’aluminium qui progresse de plus de 20% depuis le début du mois.
Un cours en hausse depuis fin 2015
Le graphique du London Metal Exchange (ci-dessus) montre l’évolution du cours de l’aluminium sur une période de 8 ans. Actuellement le cours évolue sur les niveaux de novembre 2011 et le maintien des sanctions envers les oligarques Russes pourrait continuer de soutenir le prix de l’aluminium.
Une tres forte hausse sur 2 semaines
En s’intéressant au graphique court terme, l’aluminium évolue à l’extérieur du canal et pourrait poursuivre son mouvement vers l’extension de Fibonacci de 161,8% (baisse de janvier à avril 2018) située à 2483. Attention toutefois au risque de correction rapide en cas d’allègement de ces sanctions mais également sur fond de prise de bénéfices avec une progression supérieure à 20% en deux semaines.

Source : www.dailyfx.com
Les réfractaires des fours de fusion aluminium

Les fours de fusions d'aluminium sont composés de réfractaires (silice, alumine, ...) afin de résister à l'agressivité du métal liquide. Leur tenue dans le temps est conditionnée par la nature des réfractaires utilisé, la réalisation du briquetage du four et les conditions d'utilisation (température de fusion, entretien).
Résister aux agressions du métal liquide
Les fours de fusion, qu’ils soient à induction ou à creuset contiennent du métal liquide à haute température, de ce fait le garnissage réfractaire doit résister aux attaques du métal. Le bon fonctionnement de ces fours repose sur un choix et une utilisation correcte des matériaux réfractaires qui constituent la zone de fusion et les différentes parties du four de fusion. Il est important d’avoir une bonne tenue du revêtement réfractaire afin d’augmenter la durée des campagnes entre les réparations et de limiter la consommation spécifique de matériau. Les matériaux retenus doivent non seulement résister à la température mais également aux sollicitations mécaniques occasionnées par la présence du métal liquide et l'entretrien du four.
Matériaux utilisés
Les briques sont constitués d'un mélange de silice (Si02) et d'alumine (Al2O3) en proportion variable, mais contiennent d'autres éléments (MgO, CaO, FeO2, SiC, ...). Les briques sont collées avec une colle spécifique. Les briques peuvent être posées en quinconce, ce qui augmente leur tenue dans le four.

Séchage
Le séchage des briques et du réfractaire est une opération importante qui prend plusieurs heures et doit respecter une courbe de montée en température. Cette courbe est enregistrée. Un brûleur d'appoint est nécessaire pour l'opération de séchage.
Dégradation
Lorsque la dégradation du réfractaire est importante peuvent apparaître des bourgeonnements de corindons dans les zones en contact avec le métal liquide et l'air du four. Si le corindon (matériau extrèmement dur) se détache des parois du four, il peut créer des points durs dans les pièces qui vont provoquer des casses des outils de coupe.
fuente: My little blog fonderie
L'industrie 4.0 en fonderie sous pression

La revue allemande de fonderie, Giesserei, publiait un essai en 2016 sur l'industrie 4.0 en fonderie avec des machines équipées de capteurs et corrélant la qualité des pièces avec les paramètres de production grâce à un système de type IA (Kognitives System).
Machine de fonderie sous pression du futur
Selon les auteurs, de multiples capteurs équiperont les machines (pression, vitesse, température , ...) mais également le moule (température, arrivée du métal, ...) et les périphériques (poteyage, conteneur, sous vide) et permettront de corréler la qualité des pièces aux paramètres de fabrication grâce à des systèmes dits intelligents et du big data.
Bon, ..., il faudra encore attendre quelques années, mais nous, on y croit.
Source : revue Giesserei
L'importance des services de la coulée sous pression

Le North American Die Casting Association indique sur son site Web qu'il considère coulée de métal pour être "l'industrie la plus fondamentale de l'Amérique." Ce ne est pas surprenant qu'une association commerciale de coulée de métal décrirait services de moulage sous pression comme fondamentalement importante, et il est probable que d'autres associations professionnelles pour d'autres secteurs de l'industrie seraient contester la demande de la NADCA. Mais il est indéniable que la coulée est un élément essentiel de notre infrastructure industrielle.
Les sites de NADCA certains des raisons pour lesquelles il estime que les produits de ses membres pour être si important pour l'industrie américaine. Selon eux, 90% de tous les produits manufacturés américains finis implique moulages métalliques d'une certaine façon. Ils disent aussi que meurent roulettes apporter une contribution annuelle de 7 milliards de dollars à l'économie du pays, et que l'industrie de moulage sous pression emploie 50 000 travailleurs dans les capacités directs et indirects.
Un grand nombre d'opérations dans les secteurs commerciaux et industriels se appuient sur l'accès à jeter des produits métalliques. Ces opérations vont des opérations de haute technologie de pointe tels que la fabrication de produits aérospatiaux et médicaux entreprises, à faible technologie fabricants de produits de consommation, tels que les produits d'entretien des pelouses fabricants. Vous pouvez trouver des moulages métalliques dans des vaisseaux spatiaux et modèles réduits de vaisseaux spatiaux. Ils peuvent être trouvés à tous les niveaux de l'industrie et du commerce dans une grande variété de produits et de contextes.
Moulage sous pression en particulier est considéré comme un processus de formage des métaux relativement durable. Selon la NADCA, plus de 95% des pièces moulées en Amérique du Nord de matrice en aluminium se composent d'aluminium recyclé. Cela réduit la nécessité de nouvelles mines d'aluminium, et il réduit également la quantité d'aluminium qui trouve son chemin dans les zones de déchets comme les sites d'enfouissement. Cela rend également le processus plus économique. De plus, des restes produits durant le processus de coulée sous pression peut souvent être récupérés, et ensuite fondus utilisés dans la coulée ultérieure. Compte tenu de tous ces facteurs, il est possible que la NADCA est peut-être droit à sa réclamation sur l'importance de la coulée sous pression.
Source: IQS
Images de défauts en tomographie

La tomographie est une nouvelle technologie CND (Contrôle Non Destructif) permettant d'obtenir une reconstruction 3D des défauts internes. Les défauts peuvent donc être visualisés et quantifiés avec précision (position dans l'espace, taille, facteur de forme, ...).
Quel est le principe de la tomographie ?
La tomographie consiste à utiliser une source radio (micro foyer) sur une pièce ou un échantillon en rotation. L’image en 3D est ensuite reconstruite par calcul.

Par rapport à d’autres moyens d’analyse de défauts internes, la tomographie présente des avantages :
- vrai image en 3D qui permet de visualiser et diagnostiquer finement les défauts interne,
- quantification (de la géométrie pièce et des défauts)
Mais impose également des contraintes :
- coût de l’outil
- temps d’analyse.
Que permet d'analyser la tomographie ?
La tomographie permet de faire deux choses:
- Du contrôle dimensionnel sur pièce 3D
- Du contrôle de santé interne sur pièce
Un fondeur peut-il s'équiper ?
Oui, certains ont commencé à le faire à des fins de contrôle dimensionnel et de santé pièce. Des clients ou centres de R&D sont équipés également d'un tomographe.
La quantification de défauts internes
La micro-tomographie, utilisé par CTIF dans un projet de R&D, a permis d'acquérir des images avec une résolution comprise entre 3 µm et 20 µm (1 voxel = 20 µm). Différents matériaux ont été analysés (Al Si9Cu3, Al Si12, Al Si17Cu3, zamak, magnésium, fonte GS, mousse d'aluminium). La grande majorité concernait la fonderie sous pression (Al, Zn), sujet de ce projet de R&D.
La tomographie permet d'avoir accès aux informations suivantes :
- taux de porosité (dans une zone de pièce)
- diamètre des pores (moyen, mini, maxi)
- facteur de forme des pores
- distance des pores à la peau de pièce. Ce paramètre a une importance cruciale pour la tenue en fatigue (en flexion alternée, mais également dans une moindre mesure en traction/compression) dans le sens où les défauts très proches de la surface initient les fissures de fatigue.
Toutes ces données nécessitent cependant une opération de dépouillement manuelle :
- Isoler la zone intéressante
- Réaliser une opération de seuillage (transformation d'une image initiale en niveau de gris en une image binaire noir-blanc). L'opération de seuillage (en analyse d'image) est clairement la plus délicate.
- Opérations d'érosion et dilatation qui permettent d'éliminer le bruit (résultant du seuillage) et les trop petits défauts afin d'avoir un nombre de pores facilement analysable.
- Analyse proprement dite du fichier pour rendu réaliste et transfert vers un tableur type Excel.
Traitement d'image
Analyse et quantification des pores
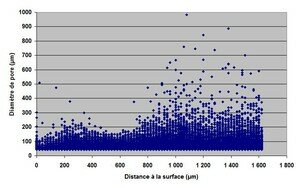
Distance à la surface (et diamètre de pore en ordonnée) pour une pièce en aluminium de 3.5 mm d'épaisseur

Pores par rapport à la surface de pièce (gauche et droite) de pièce.
La zone en peau de pièce est relativement saine.
Images de défauts 3D en tomographie
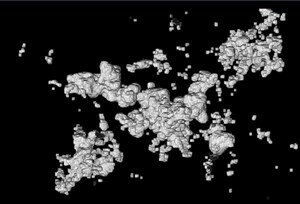
Micro-retassure (vue 3D) - Shrinkage
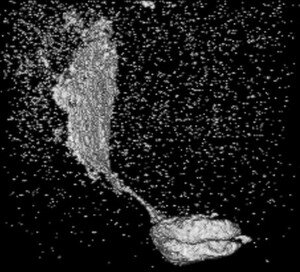
Reprise (vue 3D) - Cold shut
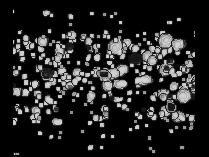
Soufflure (vue 3D) - Blowhole pores
Retassure (vue 3D) sans filtrage - shrinkage (without erode and dilate operations)

Retassure (Al Si9Cu3)
Vídeos
Un moyen de CND d'avenir
La tomographie est un moyen de contrôle qui commence à sortir de la R&D et est amené à se développer industriellement dans l'avenir car permettant d'accéder à des informations complémentaires par rapport à la radioscopie.
Source: My little blog fonderie
Les caractéristiques mécaniques d'une pièce de fonderie

Une pièce de fonderie, qu'elle soit en fonte en aluminium ou en acier, possède des propriétés mécaniques en statique (Rm, Rp0.2, allongement) et en dynamique (limite d'endurance en fatigue) qui résultent d'un certain nombre de paramètres (conception de la pièce, éléments d'alliage, ..., finesse de la microstructure).
Les facteurs importants
Les principaux facteurs qui impactent sur les caractéristiques mécaniques (en statique comme en dynamique) d'une pièce sont :
- La teneur en éléments d'alliage qui entrent dans la composition chimique de la pièce (Al-Si7Cu3Mg pour un aluminium ou 2.7 % C, 0.6 Si, 4.2 % Ni et 1.6 % Cr pour une fonte Ni-Hard)
- L'absence de défauts internes ou externe dans les parties de pièces sollicitées mécaniquement. On spécifie généralement un niveau de défaut acceptable (classe 1 pour les retassures en zone désignée par exemple) dans le CdC pièce. L'impact des défauts sur les caractéristiques mécaniques peut être appréhendé finement
- Le tracé de la pièce (et par exemple l'absence de zones de concentration de contraintes ou de zones massives isolées)
- Le type de microstructure obtenue. Par exemple, la forme du graphite (lamellaire, sphéroïdale, vermiculaire) ou de la matrice (perlitique, ferritique, austénitique, bainitique) pour les fontes ou la forme du silicium (aciculaire ou lamellaire) ou des composés intermétalliques (Al-Fe-Si) pour les alliages d'aluminium
- La finesse de la microstructure (résultant de la vitesse de solidification). Pour certaines applications, on spécifie ainsi le DAS (Dendritic Arm Spacing) en µm pour les alliages d'aluminium
- Les micro-éléments d'addition en très faibles quantités (quelques ppm versus quelques % pour les éléments d'alliage traditionnels)
- Un traitement thermique ultérieur qui modifie la microstructure (transformation de l'austénite en martensite pour les aciers par exemple). Pour les alliages Al-Si par exemple, c'est l'addition de magnésium qui permet lors du traitement thermique d'augmenter les caractéristiques mécaniques
- Les opérations d'usinage qui peuvent faire déboucher en surface des porosités ou amener des contraintes résiduelles
- Un traitement ultérieur (shot peening local ou compression isostatique à chaud par exemple)
Source : CTIF
Source: My little blog fonderie
Carrosserie en aluminium pour le nouveau pick-up de Ford

Ford a ravi la vedette au dernier Salon de Detroit avec la nouvelle génération de son pick-up F-150 dotée d’une carrosserie en alliage d’aluminium. Il a indiqué que le nouveau modèle pèserait entre 250 et 320 kilos de moins que l’actuel, pour une large part grâce à l’utilisation d’aluminium, et qu’il prévoyait de le commercialiser à des prix proches de ceux de l’actuel (qui s’échelonnent de 24 500 à 55 000 dollars). Le nouveau F-150 s’inscrit dans la stratégie de réduction de la consommation des véhicules du constructeur. Ford n’a pas donné d’indication concernant la consommation du véhicule, mais selon des informations parues dans la presse, il viserait une consommation de carburant sur route de 7,8 litres aux 100 kilomètres.
Des coûts de matériaux plus importants
La décision de remplacer la carrosserie en acier du véhicule le plus vendu aux États-Unis et le plus rentable de Ford par une carrosserie en aluminium pourrait révolutionner le marché américain des utilitaires, mais aussi réduire les bénéfices du constructeur. Elle implique en effet des coûts de matériaux plus élevés, d’importants investissements dans les outils de production et l’ingénierie, ainsi que le risque d’une mise en fabrication compliquée et troublée et d’une possible résistance de la clientèle. Se pose également le problème des coûts de réparation des panneaux de carrosserie et par ricochet du montant des primes d’assurance.
Une réparation facile des panneaux endommagés
Ford a souligné à cet égard que le modèle avait été conçu pour être réparé facilement. Il s’est en outre engagé à aider financièrement ses concessionnaires et les ateliers de réparation pour que les panneaux de carrosserie endommagés puissent être remplacés ou réparés à un coût compétitif. Eric Noble, président de la société de conseil The CarLab, a estimé que l’utilisation d’aluminium augmenterait le coût du nouveau F-150 d’au moins 1 000 dollars, sachant que l’aluminium est environ trois fois plus cher que l’acier.
Source : www.ccfa.fr
Source: My little blog fonderie
Vidéo de remplissage de machine de coulée sous pression

Excellente vidéo où vous pouvez voir l'étape-par-étape du remplissage d'un morceau d'aluminium et de plastique dans le même temps, à l'aide d'une nouvelle machine de moulage.
La fonderie institut de RWTH Aachen University présente les nouvelles hybrides développés multi-composants haute pression moulage sous processus. Avec ce processus, la possibilité est donnée à la fabrication d'une pièce composite de deux matériaux (aluminium et plastique) avec un outil et une machine.
Le silicium dans les alliages de fonderie

Le silicium est l'élément d'alliage majoritaire de la quasi totalité des alliages d'aluminium de fonderie aussi bien en moulage gravité sable et coquille (Al Si7Mg0.3, Al Si12, Al Si7Cu3, ...) qu'en fonderie sous pression (Al Si9Cu3Fe, Al Si17Cu3). Le silicium est également utilisé dans les alliages ferreux où il est ajouté sous forme de ferrosilicium. Il existe industriellement essentiellement trois qualités de silicium qui se distinguent par leur niveau d'impureté. Le silicium pour la métallurgie présente un faible niveau de pureté alors que les applications électroniques et solaires photo-voltaïque nécessitent un niveau de pureté beaucoup plus important.
Blog
-
Fonderie sous pression : Quand choisir le Zamak et quand choisir l’Aluminium pour vos pièces industrielles ? Written on mercredi, 17 juin 2026 07:12 in Fundición inyectada

-
Innovation et Précision en Fonderie Sous Pression de Zamak et d'Aluminium : Solutions sur Mesure pour l'Industrie Written on vendredi, 13 février 2026 10:22 in Fundición inyectada

-
SOMMET industriels et technologiques 2019 Written on jeudi, 16 mai 2019 12:01 in Actualidad

-
PORTE-CLÉS DOUBLE JETON Written on mercredi, 13 mars 2019 09:49 in Fundición inyectada

-
PORTE-CLÉS CLEVY 4 FONCTION Written on mardi, 05 mars 2019 14:43 in Fundición inyectada

-
Magnésium - Diagramme d'équilibre et tenue au fluage Written on lundi, 17 septembre 2018 07:16 in Fundición inyectada

-
Le cours de l'aluminium en hausse Written on mardi, 24 avril 2018 11:51 in Aluminio

-
Les réfractaires des fours de fusion aluminium Written on mardi, 28 novembre 2017 09:49 in Aluminio

-
Influence de la taille des grains sur les propriétés mécaniques des métaux - vidéo Written on mercredi, 06 septembre 2017 08:35 in Aluminio

-
La phase de compression du métal en fonderie sous pression Written on mardi, 20 juin 2017 07:10 in Fundición inyectada

-
Traitement thermique à basse température en fonderie sous pression Written on mardi, 25 avril 2017 08:09 in Fundición inyectada

-
Les causes de soufflures en fonderie sous pression Written on mardi, 14 mars 2017 15:20 in Fundición inyectada

-
L'industrie 4.0 en fonderie sous pression Written on mardi, 14 février 2017 14:44 in Fundición inyectada

-
Les caractéristiques fonctionnelles d'une pièce Written on lundi, 30 janvier 2017 15:13 in Fundición inyectada

-
MIDEST 2018 Written on jeudi, 22 mars 2018 09:59 in Actualidad

-
MIDEST 2016 Written on mercredi, 02 novembre 2016 14:33 in Actualidad

-
Critères de choix d'un matériau et d'un process de fabrication Written on jeudi, 15 septembre 2016 09:03 in Fundición inyectada

-
Histoire de la fonderie sous pression de zinc Written on jeudi, 30 juin 2016 07:06 in Fundición inyectada

-
Alliages utilisés dans la fonderie sous pression Written on mardi, 20 octobre 2015 13:48 in Fundición inyectada

-
La conception optimisée de moules pour moulage par injection et durable Written on vendredi, 18 septembre 2015 10:42 in Actualidad

-
Composition des zamak en fonderie Written on jeudi, 09 avril 2015 06:30 in Zamak

-
L'importance des services de la coulée sous pression Written on lundi, 15 décembre 2014 10:40 in Actualidad

-
Zamak dans les bijoux Written on lundi, 16 février 2015 07:42 in Zamak

-
Finition de surface Written on lundi, 29 septembre 2014 13:25 in Zamak

-
Les avantages del alliages de zinc de fonderie Written on lundi, 29 septembre 2014 11:50 in Zamak

-
La simulation numérique du remplissage en fonderie sous pression Written on vendredi, 13 juin 2014 07:13 in Novedades

-
Nouveaux bras fermés pour luminaire en zamak Written on vendredi, 21 mars 2014 08:16 in Zamak

-
Carrosserie en aluminium pour le nouveau pick-up de Ford Written on jeudi, 24 avril 2014 06:45 in Aluminio

-
Les caractéristiques mécaniques d'une pièce de fonderie Written on jeudi, 30 janvier 2014 10:48 in Aluminio

-
Images de défauts en tomographie Written on vendredi, 20 décembre 2013 09:08 in Zamak
