Les causes de soufflures en fonderie sous pression

Les défauts de type soufflure en fonderie sous pression sont générées par un emprisonnement d'air lors du remplissage ou par la décomposition de produit gras ou d'eau dans le moule par l'alliage liquide. Les soufflures sont des défauts de forme arrondie et sont isolées les unes des autres. Les causes de soufflures sont liées aux paramètres d'injection (V2, L1), ..., au poteyage ou à la conception du système d'alimentation. La peau de pièce est la plupart du temps exempte de porosités de type soufflure et les opérations d'usinage ultérieur révèlent les soufflures sous-cutanées.
Causes de soufflure
- V2 trop rapide (pas assez de temps pour évacuer l'air)
- L1 (course 1er phase) trop courte
- Tirages d'air insuffisants, mal placés ou encrassés
- Trop de poteyage et/ou soufflage insuffisant (eau résiduelle dans le moule)
- Système alimentation mal conçu
- Fuite des circuits d'eau (ou de thermorégulation) dans l'empreinte
- Graissage conteneur trop important
- V1 trop rapide
Remèdes spécifiques :
- Ajouter un système de sous vide (ou un tirage d'air massif)
- Réaliser une simulation numérique du remplissage pour optimiser l'évacuation de l'air
- Nettoyer le plan de joint (encrassé) plus souvent
- Percer un trou dans une zone de tiroir (vers l'arrière du moule) pour faciliter l'évacuation de l'eau
- Utiliser un poteyage "sans eau"
Défectologie
Il peut être nécessaire de tenir compte de l'impact des défauts lors du dimensionnement d'une pièce en fatigue pour réduire le casting factor.
Microtomographie
La micro-tomographie permet d'appréhender finement la localisation et la taille des défauts internes.
Source : CTIF
L'industrie 4.0 en fonderie sous pression

La revue allemande de fonderie, Giesserei, publiait un essai en 2016 sur l'industrie 4.0 en fonderie avec des machines équipées de capteurs et corrélant la qualité des pièces avec les paramètres de production grâce à un système de type IA (Kognitives System).
Machine de fonderie sous pression du futur
Selon les auteurs, de multiples capteurs équiperont les machines (pression, vitesse, température , ...) mais également le moule (température, arrivée du métal, ...) et les périphériques (poteyage, conteneur, sous vide) et permettront de corréler la qualité des pièces aux paramètres de fabrication grâce à des systèmes dits intelligents et du big data.
Bon, ..., il faudra encore attendre quelques années, mais nous, on y croit.
Source : revue Giesserei
Les caractéristiques fonctionnelles d'une pièce

Une pièce de fonderie possède des propriétés mécaniques en statique et dynamique et des propriétés d'usage (tenue à la corrosion, tenue à chaud, ...) qui résultent d'un certain nombre de paramètres liés à la conception (design fonctionnel), au CDC d'approvisionnement et à la fabrication de la pièce (maîtrise des éléments d'alliage, finesse de la microstructure).
Les facteurs importants
Les principaux facteurs qui impactent sur les caractéristiques fonctionelles d'une pièce sont :
- La teneur en éléments d'alliage (fourchette min-max) qui entrent dans la composition chimique de la matière
- La teneur en impuretés (S, P pour les fontes et Fe pour les alliages d'aluminium), en oxydes ou en éléments dits "poison" non désirables dans la composition chimique (fourchette maxi autorisée)
- L'absence de défauts internes (retassures, soufflures) ou externes (criques) dans les parties de pièces sollicitées. On spécifie généralement, dans le CdC pièce, des ZD (Zones Désignées) et des ZND (Zones Non Désignées). L'impact des défauts sur les caractéristiques mécaniques peut être appréhendé finement par la détermination des abattements
- Le tracé de la pièce (et par exemple l'absence de zones de concentration de contraintes ou de zones massives isolées). Le design pièce doit être optimisé en fonction des enjeux et des séries. La simulation numérique du process (remplissage, solidification) en amont permet de faire "bon du premier coup", de raccourcir les délais de mise au point et de fiabiliser la qualité des pièces de production sur leur durée de vie
- Le type de microstructure obtenue. La forme du graphite (lamellaire, sphéroïdale, vermiculaire) ou de la matrice (perlitique, ferritique, austénitique, bainitique) pour les fontes ou la forme du silicium (aciculaire ou lamellaire) ou des composés inter-métalliques (Al-Fe-Si) pour les alliages d'aluminium
- La finesse de la microstructure (résultant de la vitesse de solidification). Pour certaines applications, on spécifie ainsi le SDAS (Secondary Dendritic Arm Spacing) dans certaines zones de pièce pour les alliages d'aluminium et la taille des nodules de graphite pour les fontes Les micro-éléments d'addition en très faibles quantités (quelques ppm versus quelques % pour les éléments d'alliage traditionnels)
- Un traitement thermique ultérieur (trempe/revenu/...) qui modifie la microstructure (transformation de l'austénite en martensite pour les aciers par exemple). Pour les alliages d'aluminium Al-Si, c'est l'addition de magnésium qui permet, lors du traitement thermique, d'augmenter les caractéristiques mécaniques
- Les opérations d'usinage ultérieures qui peuvent soit éliminer la peau de pièce, soit faire déboucher en surface des porosités sous-jacentes ou encore amener des contraintes résiduelles
- Un traitement de surface mécanique: shot peening, CIC (Compression Isostatique à Chaud) qui va éliminer les imperfections de fonderie et doper les caractéristiques d'usage
- Un traitement de surface de conversion chimique (nitruration, anodisation dure) qui va protéger la pièce ou amener un élément de décoration (anodisation de couleur, peinture)
Source : CTIF
Finition de surface

Une variété de finitions de surface de haute qualité est un autre avantage majeur
Electro-Dépôt
Zinc moulé coulées offrent d'excellentes caractéristiques de placage. Electro-placage est généralement un revêtement multicouche consistant en une ou deux couches de cuivre, une ou deux couches de nickel, et une couche finale de chrome, le laiton, l'or, ou tout autre métal placable. Le chromage est la finition décoratif le plus populaire lorsque la corrosion et résistance à l'abrasion est nécessaire.
Chromage adhère mieux aux alliages zamak ZA-8 suivies par ZA-12. Chromage de ZA-27 est possible, mais plus difficul en raison de la nécessité de traiter ZA-27 comme une pièce coulée en aluminium. Processus qui fournissent une peau extérieure lisse, dense, tels que le moulage sous pression et la coulée en moule permanent sont préférés lorsque le placage est envisagée.
Chromates
Chomating est un traitement chimique à faible coût qui offre une protection supplémentaire contre la corrosion contre «cep rouille». Cette forme de corrosion du zinc est causée par une exposition prolongée à des conditions humides. Finitions chromate sont produites par des méthodes d'immersion simples qui déposent un revêtement de chromate mince. Revêtements de chromate sont souvent appliqués à l'instrument, militaire et composants automobiles où la résistance à faible coût à l'humidité est nécessaire. Ces revêtements présentent généralement une tonalité de bronze ou de lustre métallique selon le procédé utilisé.
Phosphates
Revêtements de phosphate sont principalement utilisés pour fournir une bonne base pour la peinture ou le revêtement de poudre.
Anodisation
Un traitement spécial de l'anodisation de zinc est diposition pour moulages de zinc. Ce revêtement est complètement différente de celle des alliages d'aluminium. Zinc anodisation est un revêtement fonctionnel offrant une résistance maximale à la corrosion dans des environnements atmosphériques et marins.
Depuis le processus manteaux uniformément des cavités profondes et des zones filetées, anodisé en alliage de zinc coulée peut servir comme une alternative économique lors du remplacement de laiton traditionnel, bonze et composants en acier inoxydable.
Polissage et brossage
Lustre classique de haut polissage ou techniques brosse de finition peuvent produire des traits semblables à chromage ou en acier inoxydable. Lorsque laqué, ces finitions sont adaptés pour des applications décoratives, intérieur.
Peinture
Tous les alliages de zinc forment une excellente base pour les peintures. Pour faciliter adhérence de la peinture, de phosphate ou chromate prétraitements sont souvent employés. Les alliages de zinc peuvent également être electrostatically peints.
Revêtements en poudre
Revêtement en poudre implique la pulvérisation électrostatique des moulages de zinc avec une résine époxy ou polyester en poudre. Les parties sont alors immédiatement cuit au four pour une finition dureble dur. Il en résulte une corrosion revêtement en matière plastique résistant même, peu coûteux. Les revêtements en poudre sont disponible dans une large gamme de couleurs.
Source : Interzinc
Zamak dans les bijoux

Comme vous le savez , il existe de nombreux types de matériaux pour des bijoux . Mais aujourd'hui, nous prêtons attention à un en particulier qui a montré d'excellents résultats , venez et la forme compacte , de sorte que nous pouvons acquérir et simplement l'ajouter à notre chambre. Nous parlons de Zamak.
Et quel est le zamak ? On voit , ce est un matériau en alliage de zinc, l' aluminium, le magnésium et le cuivre. Il est dur et résistant , et peut être trouvé dans beaucoup de façons pour vos perles.Idéal pour les bijoux car avec le passage du temps ne est pas endommagé , vous risquez de perdre du lustre , mais ne se détériore pas ou est âgé avec l'utilisation contrairement aux autres matériaux . Par rapport à l'argent , Zamak étant d'ailleurs moins cher ne est pas sales à l'usage . Et par rapport au métal , zamak pas de pauses ou se laide avec le passage du temps , est plus léger que l'acier et a presque la même résistance . Cela ne veut pas dire qu'il ne aime pas , mais il est plus durable et attrayante que d'autres matériaux .
Source : abedulart
La simulation numérique du remplissage en fonderie sous pression

En fonderie sous pression, un système d'alimentation efficace et bien conçu permet un remplissage correct de la pièce, une santé pièce correspondant au cahier des charges du client et ne dégrade pas certains éléments de moule (collage, érosion) tout en assurant un temps de cycle et le minimum d'arrêt de production (TRS). Différents outils existent pour réaliser une conception la plus optimisée possible et qui nécessitera un minimum de mise au point et de modifications lors des premiers essais du moule en production.
Rôle du système d'alimentation
Un système d'alimentation doit permettre :
- D'évacuer l'air de l'empreinte le plus complètement possible
- De remplir facilement toutes les zones de pièces
- De pouvoir transmettre la pression de multiplication (P3) aux zones massives ou délicates
- De remplir les pièces (grappe multi-empreintes) de la même manière
Règles de conception
- Longueur d'attaque la plus longue possible (pour permetttre un temps de remplissage court et éviter des trop fortes vitesses à l'attaque)
- Avoir des attaques proches de zones massives
- Limiter le nombre d'attaque (non contigüe) par pièce pour éviter les flux de métal non maîtrisées
- Épaisseur d'attaque suffisante pour transmettre P3 tout en garantissant une découpe aisée
- Eviter d'attaquer en face de petites broches non refroidies (collage) près des attaques de coulée en particulier
- Adapter les sections d'attaques aux différentes zones à remplir
- Assurer un écoulement pulvérisé aux attaques pour disperser au mieux les porosités
Outils
- Le retour d'expérience (REX) et le know-how sur des conceptions antérieures
- Un Outil métier (Salsa 3D, développé par CTIF et vendu par revendu par ESI
- La simulation numérique du remplissage (en interne ou en sous-traitance). CTIF réalise de nombreuses conceptions initiales ou optimisations de moule par simulation numérique pour les fondeurs et les donneurs d'ordre.
Source : CTIF
Source : My little blog fonderie
Les avantages del alliages de zinc de fonderie

AUJOURD'HUI ZINC alliages de fonderie sont solides, durables et le coût des matériaux d'ingénierie efficace. Leurs propriétés mécaniques en concurrence avec et souvent supérieures à celles de la fonte d'aluminium, de magnésium, bronze, plastique et la plupart des fontes. Ces caractéristiques, ainsi que leurs capacités de finition supérieurs, et le choix des procédés de moulage font alliage de zinc le choix des matériaux incontestée pour les 1990's, car Ils acquerront de gagner du temps et de l'argent:
Les opérations de montage sont réduits.
Assemblées entières peuvent être coulés en une seule unité, ce qui élimine la nécessité pour les opérations d'assemblage manuel coûteux.
Les opérations de montage sont réduits.
Assemblées entières peuvent être coulés en une seule unité, ce qui élimine la nécessité pour les opérations d'assemblage manuel coûteux.
Moins matière d'adaptation nécessaire
Zinc's coulée supérieure fluidité, résistance et la rigidité permet la conception de parois minces pour la réduction de poids et matérielles des économies de coûts.
Les opérations d'usinage sont réduits
En raison de la capacité de coulée net-forme supérieure d'alliages de zinc, l'usinage peut être éliminée ou fortement réduite.
Une production plus rapide et durée de vie prolongée
Die casting cadences de production de zinc sont beaucoup plus rapides que l'aluminium ou le magnésium. Couplé avec une durée de vie dépassant souvent 1 million de pièces, outillage et d'utilisation de la machine charges sont considérablement réduits.
Éliminer les roulements et bagues
Zinc's excellente roulement et d'usure permettent une plus grande souplesse de conception et de réduire les coûts de fabrication secondaires en éliminant les petites bagues et porter inserts.
Choix de basse, moyenne et haute production
Une variété de procédés de coulée sont disponibles pour fabriquer économiquement toutes les tailles et les quantités requises.
Source : Interzinc
Images de défauts en tomographie

La tomographie est une nouvelle technologie CND (Contrôle Non Destructif) permettant d'obtenir une reconstruction 3D des défauts internes. Les défauts peuvent donc être visualisés et quantifiés avec précision (position dans l'espace, taille, facteur de forme, ...).
Quel est le principe de la tomographie ?
La tomographie consiste à utiliser une source radio (micro foyer) sur une pièce ou un échantillon en rotation. L’image en 3D est ensuite reconstruite par calcul.

Par rapport à d’autres moyens d’analyse de défauts internes, la tomographie présente des avantages :
- vrai image en 3D qui permet de visualiser et diagnostiquer finement les défauts interne,
- quantification (de la géométrie pièce et des défauts)
Mais impose également des contraintes :
- coût de l’outil
- temps d’analyse.
Que permet d'analyser la tomographie ?
La tomographie permet de faire deux choses:
- Du contrôle dimensionnel sur pièce 3D
- Du contrôle de santé interne sur pièce
Un fondeur peut-il s'équiper ?
Oui, certains ont commencé à le faire à des fins de contrôle dimensionnel et de santé pièce. Des clients ou centres de R&D sont équipés également d'un tomographe.
La quantification de défauts internes
La micro-tomographie, utilisé par CTIF dans un projet de R&D, a permis d'acquérir des images avec une résolution comprise entre 3 µm et 20 µm (1 voxel = 20 µm). Différents matériaux ont été analysés (Al Si9Cu3, Al Si12, Al Si17Cu3, zamak, magnésium, fonte GS, mousse d'aluminium). La grande majorité concernait la fonderie sous pression (Al, Zn), sujet de ce projet de R&D.
La tomographie permet d'avoir accès aux informations suivantes :
- taux de porosité (dans une zone de pièce)
- diamètre des pores (moyen, mini, maxi)
- facteur de forme des pores
- distance des pores à la peau de pièce. Ce paramètre a une importance cruciale pour la tenue en fatigue (en flexion alternée, mais également dans une moindre mesure en traction/compression) dans le sens où les défauts très proches de la surface initient les fissures de fatigue.
Toutes ces données nécessitent cependant une opération de dépouillement manuelle :
- Isoler la zone intéressante
- Réaliser une opération de seuillage (transformation d'une image initiale en niveau de gris en une image binaire noir-blanc). L'opération de seuillage (en analyse d'image) est clairement la plus délicate.
- Opérations d'érosion et dilatation qui permettent d'éliminer le bruit (résultant du seuillage) et les trop petits défauts afin d'avoir un nombre de pores facilement analysable.
- Analyse proprement dite du fichier pour rendu réaliste et transfert vers un tableur type Excel.
Traitement d'image
Analyse et quantification des pores
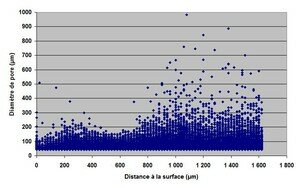
Distance à la surface (et diamètre de pore en ordonnée) pour une pièce en aluminium de 3.5 mm d'épaisseur

Pores par rapport à la surface de pièce (gauche et droite) de pièce.
La zone en peau de pièce est relativement saine.
Images de défauts 3D en tomographie
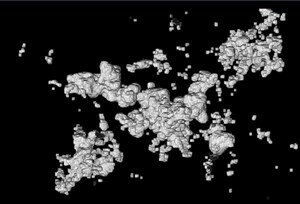
Micro-retassure (vue 3D) - Shrinkage
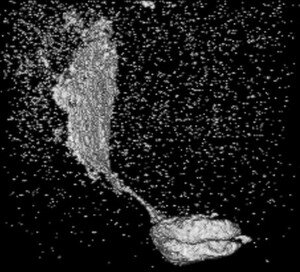
Reprise (vue 3D) - Cold shut
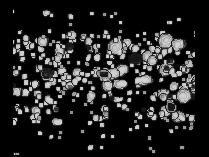
Soufflure (vue 3D) - Blowhole pores
Retassure (vue 3D) sans filtrage - shrinkage (without erode and dilate operations)

Retassure (Al Si9Cu3)
Vídeos
Un moyen de CND d'avenir
La tomographie est un moyen de contrôle qui commence à sortir de la R&D et est amené à se développer industriellement dans l'avenir car permettant d'accéder à des informations complémentaires par rapport à la radioscopie.
Source: My little blog fonderie
Les caractéristiques mécaniques d'une pièce de fonderie

Une pièce de fonderie, qu'elle soit en fonte en aluminium ou en acier, possède des propriétés mécaniques en statique (Rm, Rp0.2, allongement) et en dynamique (limite d'endurance en fatigue) qui résultent d'un certain nombre de paramètres (conception de la pièce, éléments d'alliage, ..., finesse de la microstructure).
Les facteurs importants
Les principaux facteurs qui impactent sur les caractéristiques mécaniques (en statique comme en dynamique) d'une pièce sont :
- La teneur en éléments d'alliage qui entrent dans la composition chimique de la pièce (Al-Si7Cu3Mg pour un aluminium ou 2.7 % C, 0.6 Si, 4.2 % Ni et 1.6 % Cr pour une fonte Ni-Hard)
- L'absence de défauts internes ou externe dans les parties de pièces sollicitées mécaniquement. On spécifie généralement un niveau de défaut acceptable (classe 1 pour les retassures en zone désignée par exemple) dans le CdC pièce. L'impact des défauts sur les caractéristiques mécaniques peut être appréhendé finement
- Le tracé de la pièce (et par exemple l'absence de zones de concentration de contraintes ou de zones massives isolées)
- Le type de microstructure obtenue. Par exemple, la forme du graphite (lamellaire, sphéroïdale, vermiculaire) ou de la matrice (perlitique, ferritique, austénitique, bainitique) pour les fontes ou la forme du silicium (aciculaire ou lamellaire) ou des composés intermétalliques (Al-Fe-Si) pour les alliages d'aluminium
- La finesse de la microstructure (résultant de la vitesse de solidification). Pour certaines applications, on spécifie ainsi le DAS (Dendritic Arm Spacing) en µm pour les alliages d'aluminium
- Les micro-éléments d'addition en très faibles quantités (quelques ppm versus quelques % pour les éléments d'alliage traditionnels)
- Un traitement thermique ultérieur qui modifie la microstructure (transformation de l'austénite en martensite pour les aciers par exemple). Pour les alliages Al-Si par exemple, c'est l'addition de magnésium qui permet lors du traitement thermique d'augmenter les caractéristiques mécaniques
- Les opérations d'usinage qui peuvent faire déboucher en surface des porosités ou amener des contraintes résiduelles
- Un traitement ultérieur (shot peening local ou compression isostatique à chaud par exemple)
Source : CTIF
Source: My little blog fonderie
Carrosserie en aluminium pour le nouveau pick-up de Ford

Ford a ravi la vedette au dernier Salon de Detroit avec la nouvelle génération de son pick-up F-150 dotée d’une carrosserie en alliage d’aluminium. Il a indiqué que le nouveau modèle pèserait entre 250 et 320 kilos de moins que l’actuel, pour une large part grâce à l’utilisation d’aluminium, et qu’il prévoyait de le commercialiser à des prix proches de ceux de l’actuel (qui s’échelonnent de 24 500 à 55 000 dollars). Le nouveau F-150 s’inscrit dans la stratégie de réduction de la consommation des véhicules du constructeur. Ford n’a pas donné d’indication concernant la consommation du véhicule, mais selon des informations parues dans la presse, il viserait une consommation de carburant sur route de 7,8 litres aux 100 kilomètres.
Des coûts de matériaux plus importants
La décision de remplacer la carrosserie en acier du véhicule le plus vendu aux États-Unis et le plus rentable de Ford par une carrosserie en aluminium pourrait révolutionner le marché américain des utilitaires, mais aussi réduire les bénéfices du constructeur. Elle implique en effet des coûts de matériaux plus élevés, d’importants investissements dans les outils de production et l’ingénierie, ainsi que le risque d’une mise en fabrication compliquée et troublée et d’une possible résistance de la clientèle. Se pose également le problème des coûts de réparation des panneaux de carrosserie et par ricochet du montant des primes d’assurance.
Une réparation facile des panneaux endommagés
Ford a souligné à cet égard que le modèle avait été conçu pour être réparé facilement. Il s’est en outre engagé à aider financièrement ses concessionnaires et les ateliers de réparation pour que les panneaux de carrosserie endommagés puissent être remplacés ou réparés à un coût compétitif. Eric Noble, président de la société de conseil The CarLab, a estimé que l’utilisation d’aluminium augmenterait le coût du nouveau F-150 d’au moins 1 000 dollars, sachant que l’aluminium est environ trois fois plus cher que l’acier.
Source : www.ccfa.fr
Source: My little blog fonderie
Blog
-
SOMMET industriels et technologiques 2019 Written on jeudi, 16 mai 2019 12:01 in Actualidad

-
PORTE-CLÉS DOUBLE JETON Written on mercredi, 13 mars 2019 09:49 in Fundición inyectada

-
PORTE-CLÉS CLEVY 4 FONCTION Written on mardi, 05 mars 2019 14:43 in Fundición inyectada

-
Magnésium - Diagramme d'équilibre et tenue au fluage Written on lundi, 17 septembre 2018 07:16 in Fundición inyectada

-
Le cours de l'aluminium en hausse Written on mardi, 24 avril 2018 11:51 in Aluminio

-
Les réfractaires des fours de fusion aluminium Written on mardi, 28 novembre 2017 09:49 in Aluminio

-
Influence de la taille des grains sur les propriétés mécaniques des métaux - vidéo Written on mercredi, 06 septembre 2017 08:35 in Aluminio

-
La phase de compression du métal en fonderie sous pression Written on mardi, 20 juin 2017 07:10 in Fundición inyectada

-
Traitement thermique à basse température en fonderie sous pression Written on mardi, 25 avril 2017 08:09 in Fundición inyectada

-
Les causes de soufflures en fonderie sous pression Written on mardi, 14 mars 2017 15:20 in Fundición inyectada

-
L'industrie 4.0 en fonderie sous pression Written on mardi, 14 février 2017 14:44 in Fundición inyectada

-
Les caractéristiques fonctionnelles d'une pièce Written on lundi, 30 janvier 2017 15:13 in Fundición inyectada

-
MIDEST 2018 Written on jeudi, 22 mars 2018 09:59 in Actualidad

-
MIDEST 2016 Written on mercredi, 02 novembre 2016 14:33 in Actualidad

-
Critères de choix d'un matériau et d'un process de fabrication Written on jeudi, 15 septembre 2016 09:03 in Fundición inyectada

-
Histoire de la fonderie sous pression de zinc Written on jeudi, 30 juin 2016 07:06 in Fundición inyectada

-
Alliages utilisés dans la fonderie sous pression Written on mardi, 20 octobre 2015 13:48 in Fundición inyectada

-
La conception optimisée de moules pour moulage par injection et durable Written on vendredi, 18 septembre 2015 10:42 in Actualidad

-
Composition des zamak en fonderie Written on jeudi, 09 avril 2015 06:30 in Zamak

-
L'importance des services de la coulée sous pression Written on lundi, 15 décembre 2014 10:40 in Actualidad

-
Zamak dans les bijoux Written on lundi, 16 février 2015 07:42 in Zamak

-
Finition de surface Written on lundi, 29 septembre 2014 13:25 in Zamak

-
Les avantages del alliages de zinc de fonderie Written on lundi, 29 septembre 2014 11:50 in Zamak

-
La simulation numérique du remplissage en fonderie sous pression Written on vendredi, 13 juin 2014 07:13 in Novedades

-
Nouveaux bras fermés pour luminaire en zamak Written on vendredi, 21 mars 2014 08:16 in Zamak

-
Carrosserie en aluminium pour le nouveau pick-up de Ford Written on jeudi, 24 avril 2014 06:45 in Aluminio

-
Les caractéristiques mécaniques d'une pièce de fonderie Written on jeudi, 30 janvier 2014 10:48 in Aluminio

-
Images de défauts en tomographie Written on vendredi, 20 décembre 2013 09:08 in Zamak

-
Joyeux Noël et bonne année Written on jeudi, 19 décembre 2013 14:47 in Actualidad

-
Vidéo de remplissage de machine de coulée sous pression Written on jeudi, 14 novembre 2013 08:55 in Aluminio
