Anodisation de l'aluminium

L'anodisation de l'aluminium (ou oxydation anodique) est un traitement de surface électrolytique qui permet de produire en surface une fine couche microporeuse protectrice et passive d'alumine (Al2O3) de quelques dizaines de µm. Les alliages de fonderie d'aluminium peuvent tous faire l'objet d'un traitement d'anodisation.
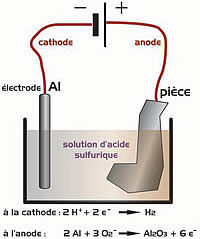

Principe de l'anodisation MEB d'une couche anodisée
A quoi sert l'anodisation ?
Les fonctions de l'anodisation sont :
- La décoration (colorations très nombreuses)
- La protection mécanique contre la corrosion, l'usure (dureté)
- L'accrochage avant peinture (dépôt non colmaté)
- La protection électriquement isolante


Poignée anodisée Luminaire anodisé
Types d'anodisation
Il existe plusieurs types d'anodisation :
- Anodisation "dure" dans un bain d'acide sulfurique (100 µm)
- Anodisation chromique (de quelques µm)
- Anodisation sulfurique (10 à 20 µm)
L'anodisation de décoration (ou décoratif) permet d'amener une coloration superficielle de la pièce en aluminium à l'aide de pigments (très nombreux coloris disponibles).
Les alliages anodisables
Les alliages contenant du silicium (famille Al Si) peuvent faire l'objet d'une anodisation de protection, mais sont déconseillés pour une anodisation décorative. Une forte teneur en silicium a en effet tendance à donner une teinte grisatre. L'Al Mg10, transformé en fonderie sous pression, permet d'obtenir de multiples couleurs en anodisation décorative. L'Al Si2MgTi et l'Al Mg3Ti (moulage gravité coquille) permettent d'obtenir des teintes très décoratives.
Sous ensemble en aluminium sous pression anodisé
Différentes épaisseurs d'anodisation sont réalisables (5 à 50 µm environ) et dépendent de la fonction de la pièce.
Opération d'anodisation
L'opération d'anodisation consiste en une succession de bains (suivis de rinçage intermédiaire): un premier pour préparer la surface , un second pour produire l'oxyde, un troisième pour la couleur éventuelle et enfin le dernier pour stabiliser.
Norme
"Spécification anodisation dure aluminium et des alliages " ISO 10074
Blog
-
Fonderie sous pression : Quand choisir le Zamak et quand choisir l’Aluminium pour vos pièces industrielles ? Written on mercredi, 17 juin 2026 07:12 in Fundición inyectada

-
Innovation et Précision en Fonderie Sous Pression de Zamak et d'Aluminium : Solutions sur Mesure pour l'Industrie Written on vendredi, 13 février 2026 10:22 in Fundición inyectada

-
SOMMET industriels et technologiques 2019 Written on jeudi, 16 mai 2019 12:01 in Actualidad

-
PORTE-CLÉS DOUBLE JETON Written on mercredi, 13 mars 2019 09:49 in Fundición inyectada

-
PORTE-CLÉS CLEVY 4 FONCTION Written on mardi, 05 mars 2019 14:43 in Fundición inyectada

-
Magnésium - Diagramme d'équilibre et tenue au fluage Written on lundi, 17 septembre 2018 07:16 in Fundición inyectada

-
Le cours de l'aluminium en hausse Written on mardi, 24 avril 2018 11:51 in Aluminio

-
Les réfractaires des fours de fusion aluminium Written on mardi, 28 novembre 2017 09:49 in Aluminio

-
Influence de la taille des grains sur les propriétés mécaniques des métaux - vidéo Written on mercredi, 06 septembre 2017 08:35 in Aluminio

-
La phase de compression du métal en fonderie sous pression Written on mardi, 20 juin 2017 07:10 in Fundición inyectada

-
Traitement thermique à basse température en fonderie sous pression Written on mardi, 25 avril 2017 08:09 in Fundición inyectada

-
Les causes de soufflures en fonderie sous pression Written on mardi, 14 mars 2017 15:20 in Fundición inyectada

-
L'industrie 4.0 en fonderie sous pression Written on mardi, 14 février 2017 14:44 in Fundición inyectada

-
Les caractéristiques fonctionnelles d'une pièce Written on lundi, 30 janvier 2017 15:13 in Fundición inyectada

-
MIDEST 2018 Written on jeudi, 22 mars 2018 09:59 in Actualidad

-
MIDEST 2016 Written on mercredi, 02 novembre 2016 14:33 in Actualidad

-
Critères de choix d'un matériau et d'un process de fabrication Written on jeudi, 15 septembre 2016 09:03 in Fundición inyectada

-
Histoire de la fonderie sous pression de zinc Written on jeudi, 30 juin 2016 07:06 in Fundición inyectada

-
Alliages utilisés dans la fonderie sous pression Written on mardi, 20 octobre 2015 13:48 in Fundición inyectada

-
La conception optimisée de moules pour moulage par injection et durable Written on vendredi, 18 septembre 2015 10:42 in Actualidad

-
Composition des zamak en fonderie Written on jeudi, 09 avril 2015 06:30 in Zamak

-
L'importance des services de la coulée sous pression Written on lundi, 15 décembre 2014 10:40 in Actualidad

-
Zamak dans les bijoux Written on lundi, 16 février 2015 07:42 in Zamak

-
Finition de surface Written on lundi, 29 septembre 2014 13:25 in Zamak

-
Les avantages del alliages de zinc de fonderie Written on lundi, 29 septembre 2014 11:50 in Zamak

-
La simulation numérique du remplissage en fonderie sous pression Written on vendredi, 13 juin 2014 07:13 in Novedades

-
Nouveaux bras fermés pour luminaire en zamak Written on vendredi, 21 mars 2014 08:16 in Zamak

-
Carrosserie en aluminium pour le nouveau pick-up de Ford Written on jeudi, 24 avril 2014 06:45 in Aluminio

-
Les caractéristiques mécaniques d'une pièce de fonderie Written on jeudi, 30 janvier 2014 10:48 in Aluminio

-
Images de défauts en tomographie Written on vendredi, 20 décembre 2013 09:08 in Zamak
