
Zamak (11)
Árticulos de zamak. Suministra las piezas, de conformidad con los deseos del cliente, parcial ó totalmente terminadas y asesora sobre todos los moldes y útiles necesarios.

La tomographie est une nouvelle technologie CND (Contrôle Non Destructif) permettant d'obtenir une reconstruction 3D des défauts internes. Les défauts peuvent donc être visualisés et quantifiés avec précision (position dans l'espace, taille, facteur de forme, ...).
Quel est le principe de la tomographie ?
La tomographie consiste à utiliser une source radio (micro foyer) sur une pièce ou un échantillon en rotation. L’image en 3D est ensuite reconstruite par calcul.

Par rapport à d’autres moyens d’analyse de défauts internes, la tomographie présente des avantages :
- vrai image en 3D qui permet de visualiser et diagnostiquer finement les défauts interne,
- quantification (de la géométrie pièce et des défauts)
Mais impose également des contraintes :
- coût de l’outil
- temps d’analyse.
Que permet d'analyser la tomographie ?
La tomographie permet de faire deux choses:
- Du contrôle dimensionnel sur pièce 3D
- Du contrôle de santé interne sur pièce
Un fondeur peut-il s'équiper ?
Oui, certains ont commencé à le faire à des fins de contrôle dimensionnel et de santé pièce. Des clients ou centres de R&D sont équipés également d'un tomographe.
La quantification de défauts internes
La micro-tomographie, utilisé par CTIF dans un projet de R&D, a permis d'acquérir des images avec une résolution comprise entre 3 µm et 20 µm (1 voxel = 20 µm). Différents matériaux ont été analysés (Al Si9Cu3, Al Si12, Al Si17Cu3, zamak, magnésium, fonte GS, mousse d'aluminium). La grande majorité concernait la fonderie sous pression (Al, Zn), sujet de ce projet de R&D.
La tomographie permet d'avoir accès aux informations suivantes :
- taux de porosité (dans une zone de pièce)
- diamètre des pores (moyen, mini, maxi)
- facteur de forme des pores
- distance des pores à la peau de pièce. Ce paramètre a une importance cruciale pour la tenue en fatigue (en flexion alternée, mais également dans une moindre mesure en traction/compression) dans le sens où les défauts très proches de la surface initient les fissures de fatigue.
Toutes ces données nécessitent cependant une opération de dépouillement manuelle :
- Isoler la zone intéressante
- Réaliser une opération de seuillage (transformation d'une image initiale en niveau de gris en une image binaire noir-blanc). L'opération de seuillage (en analyse d'image) est clairement la plus délicate.
- Opérations d'érosion et dilatation qui permettent d'éliminer le bruit (résultant du seuillage) et les trop petits défauts afin d'avoir un nombre de pores facilement analysable.
- Analyse proprement dite du fichier pour rendu réaliste et transfert vers un tableur type Excel.
Traitement d'image
Analyse et quantification des pores
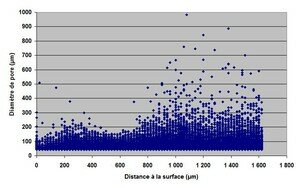
Distance à la surface (et diamètre de pore en ordonnée) pour une pièce en aluminium de 3.5 mm d'épaisseur

Pores par rapport à la surface de pièce (gauche et droite) de pièce.
La zone en peau de pièce est relativement saine.
Images de défauts 3D en tomographie
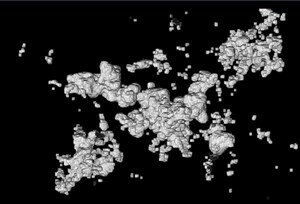
Micro-retassure (vue 3D) - Shrinkage
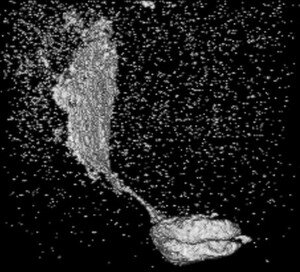
Reprise (vue 3D) - Cold shut
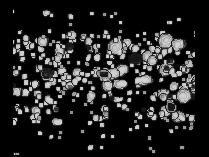
Soufflure (vue 3D) - Blowhole pores
Retassure (vue 3D) sans filtrage - shrinkage (without erode and dilate operations)

Retassure (Al Si9Cu3)
Vídeos
Un moyen de CND d'avenir
La tomographie est un moyen de contrôle qui commence à sortir de la R&D et est amené à se développer industriellement dans l'avenir car permettant d'accéder à des informations complémentaires par rapport à la radioscopie.
Source: My little blog fonderie

Le zinc mis en forme en fonderie sous pression est utilisé dans de nombreux secteurs industriels allant de l'automobile à l'électronique en passant par le bâtiment. Le zinc transformé en fonderie sous pression offre de nombreux avantages (précision dimensionnelle, revêtement de surface, résistance mécanique importante, grande série économique, ...)

La posibilidad de tratamientos superficiales en las piezas fabricadas en aleaciones de Zinc son múltiples, permitiendo obtener una gran variedad de presentaciones y aspectos decorativos.

El zinc es conocida por un material muy larga. En la antigüedad, en el nombre de bronce, fue utilizado como el cobre, estaño y cinc para las pulseras. La primera aplicación industrial data de 1814, cuando se utiliza el proceso de fabricación de la impresión de la aleación de plomo y estaño caracteres. Una amplia investigación sobre aleaciones de zinc se llevaron a cabo por el Zinc Company de Nueva Jersey (EE.UU.), que durante los años 20, fue particularmente evolucionar aleaciones de zinc. Sin embargo, el uso industrial en grandes series de aleaciones de zinc fundido transformación de fundición a escala industrial durante la década de 1960.

Máquina de 125 Toneladas inyectando pieza de zamak.
Blog
-
Fonderie sous pression : Quand choisir le Zamak et quand choisir l’Aluminium pour vos pièces industrielles ? Written on mercredi, 17 juin 2026 07:12 in Fundición inyectada

-
Innovation et Précision en Fonderie Sous Pression de Zamak et d'Aluminium : Solutions sur Mesure pour l'Industrie Written on vendredi, 13 février 2026 10:22 in Fundición inyectada

-
SOMMET industriels et technologiques 2019 Written on jeudi, 16 mai 2019 12:01 in Actualidad

-
PORTE-CLÉS DOUBLE JETON Written on mercredi, 13 mars 2019 09:49 in Fundición inyectada

-
PORTE-CLÉS CLEVY 4 FONCTION Written on mardi, 05 mars 2019 14:43 in Fundición inyectada

-
Magnésium - Diagramme d'équilibre et tenue au fluage Written on lundi, 17 septembre 2018 07:16 in Fundición inyectada

-
Le cours de l'aluminium en hausse Written on mardi, 24 avril 2018 11:51 in Aluminio

-
Les réfractaires des fours de fusion aluminium Written on mardi, 28 novembre 2017 09:49 in Aluminio

-
Influence de la taille des grains sur les propriétés mécaniques des métaux - vidéo Written on mercredi, 06 septembre 2017 08:35 in Aluminio

-
La phase de compression du métal en fonderie sous pression Written on mardi, 20 juin 2017 07:10 in Fundición inyectada

-
Traitement thermique à basse température en fonderie sous pression Written on mardi, 25 avril 2017 08:09 in Fundición inyectada

-
Les causes de soufflures en fonderie sous pression Written on mardi, 14 mars 2017 15:20 in Fundición inyectada

-
L'industrie 4.0 en fonderie sous pression Written on mardi, 14 février 2017 14:44 in Fundición inyectada

-
Les caractéristiques fonctionnelles d'une pièce Written on lundi, 30 janvier 2017 15:13 in Fundición inyectada

-
MIDEST 2018 Written on jeudi, 22 mars 2018 09:59 in Actualidad

-
MIDEST 2016 Written on mercredi, 02 novembre 2016 14:33 in Actualidad

-
Critères de choix d'un matériau et d'un process de fabrication Written on jeudi, 15 septembre 2016 09:03 in Fundición inyectada

-
Histoire de la fonderie sous pression de zinc Written on jeudi, 30 juin 2016 07:06 in Fundición inyectada

-
Alliages utilisés dans la fonderie sous pression Written on mardi, 20 octobre 2015 13:48 in Fundición inyectada

-
La conception optimisée de moules pour moulage par injection et durable Written on vendredi, 18 septembre 2015 10:42 in Actualidad

-
Composition des zamak en fonderie Written on jeudi, 09 avril 2015 06:30 in Zamak

-
L'importance des services de la coulée sous pression Written on lundi, 15 décembre 2014 10:40 in Actualidad

-
Zamak dans les bijoux Written on lundi, 16 février 2015 07:42 in Zamak

-
Finition de surface Written on lundi, 29 septembre 2014 13:25 in Zamak

-
Les avantages del alliages de zinc de fonderie Written on lundi, 29 septembre 2014 11:50 in Zamak

-
La simulation numérique du remplissage en fonderie sous pression Written on vendredi, 13 juin 2014 07:13 in Novedades

-
Nouveaux bras fermés pour luminaire en zamak Written on vendredi, 21 mars 2014 08:16 in Zamak

-
Carrosserie en aluminium pour le nouveau pick-up de Ford Written on jeudi, 24 avril 2014 06:45 in Aluminio

-
Les caractéristiques mécaniques d'une pièce de fonderie Written on jeudi, 30 janvier 2014 10:48 in Aluminio

-
Images de défauts en tomographie Written on vendredi, 20 décembre 2013 09:08 in Zamak
