Optimized design of molds for injection molding and sustainable

Advanced course organized by TEDFUN
On February 19 DOJE INDUSTRIES , SL He attended the course Advanced Course Design Injection Mold held in Zaragoza organized by TEDFUN and counted with the participation of TECNALIA and company analysis and simulation . The course , aimed at Heads of Production, Quality Technical Staff , Technical Office , production or maintenance was primarily aimed at advanced training for mold design non-ferrous die casting , based on a case study simulation for a piece of aluminum injected.
Surface finishes

A variety of high quality surface finishes is another major advantage
Electro-Plating
Zinc die castings offer excellent plating characteristics. Electro-plating is generally a multi-layered coating consisting of one or two copper layers, one or two layers of nickel, and a final layer of chromium, brass, gold, or any other platable metal. Chromium plating is the most popular decorative finish when corrosion and high abrasion resistance are required.
Chrome plating adheres best to the ZAMAK alloys and ZA-8 followed by ZA-12. Chrome plating of ZA-27 is possible but more difficul due to the need to treat ZA-27 like an aluminum casting. Processes which provide a smooth, dense outer skin such as pressure die casting and permanent mold casting are preferred when plating is being considered.
Chromates
Chomating is a low-cost chemical treatment that provides additional corrosion protection against « withe rust ». This form of zinc corrosion is caused by prolonged exposure to damp conditions. Chromate finishes are produced by simple dip methods which deposit a thin chromate coating. Chromate coatings are often applied to instrument, military and automotive components where low cost resistance to moisture is required. These coatings normally have a bronze tone or metallic lustre depending on the process used.
Phosphates
Phosphate coatings are primarily used to provide a good base for painting or powder coating.
Anodizing
A special zinc anodizing treatment is avaliable for zinc castings. This coating is completely different than that for aluminum alloys. Zinc anodizing is a functional coating providing maximum corrosion resistance in atmospheric and marine environments.
Since the process uniformly coats deep recesses and threaded areas, anodized zinc alloy casting can serve as an economical alternative when replacing traditional brass, bonze and stainless steel components.
Polishing and Brushing
Conventional high lustre polishing or brush finishing techniques can produce appearances similar to chrome plating or stainless steel. When lacquered, these finishes are suitable for decorative, interior applications.
Painting
All zinc alloys form an excellent base for paints. To aid paint adhesion, phosphate or chromate pretreatments are often employed. Zinc alloys can also be elctrostatically painted.
Powder Coatings
Powder coating involves electrostatic spraying of the zinc castings with an epoxy or polyester powder. The parts are then immediately oven cured for a hard dureble finish. The result is an even, inexpensive, corrosion resistant plastic coating. Powder coatings are avaliable in a wide range of colours.
Source : Interzinc
Zamak in jewelry

As you know there are many types of materials for jewelry pieces . But today we pay attention to one in particular that has shown great results , come and compact shape , so that we can acquire and simply add it to our room. We speak of Zamak .
And what is the zamak ? You see, it is a material made from zinc alloy , aluminum, magnesium and copper. It is hard and tough, and can be found in lots of ways for your beads.
Ideal for jewelry because with the passage of time is not damaged, you may lose some luster but does not deteriorate or is aged with use unlike other materials. Compared to silver, Zamak besides being cheaper is not dirty with use. And compared to metal, Zamak no breaks or gets ugly with the passage of time, is lighter than steel and almost has the same resistance. This does not mean that there do not care for it, but it is more durable and attractive than other materials.
Source : abedulart
Numerical simulation of filling pressure casting

Foundry under pressure, a system of effective and well-designed diet provides a proper filling of the room, health room corresponding to the specifications of the client and does not degrade some mold elements (collage, erosion) while providing a time cycle and minimum downtime (TRS). Various tools exist to make possible the more optimized design and require a minimum of development and changes during initial testing of mold production.
Role of the feeding system
A supply system must:
- To evacuate air from the cavity as far as possible
- Easy to fill all areas of rooms
- Able to transmit the pressure multiplication (P3) massive areas or sensitive
- Completing parts (multi-cavity cluster) in the same manner
Design rules
- Length of the longest possible attack (for permetttre a short filling time and avoid excessive speed attack)
- Have massive attacks near areas
- Limit the number of attacks (not contiguous) each to prevent uncontrolled flow of metal
- Thickness sufficient to transmit P3 attack while ensuring easy cutting
- Avoid attacking in front of small pin uncooled (collage) close attacks casting particular
- Adapt sections of attacks in different areas to fill
- Ensure sprayed attacks flow to disperse the best porosities
Tools
- Experience feedback (REX) and know-how on previous designs
- A business tool (Salsa 3D, developed by IWTC and sold by sold by ESI)
- Numerical simulation of filling (in-house or outsourced). IWTC performs many optimizations initials or by numerical simulation of mold designs for the founders and principals.
Source : CTIF
Source : My little blog fonderie
The advantages of zinc casting alloys

TODAY´S ZINC CASTING ALLOYS are strong, durable and cost effective engineering material. Their mechanical properties compete with and often exceed those of cast aluminum, magnesium, bronze, plastics and most cast irons. These characteristics, together with their superior finishing capabilities, and choice of casting processes make zinc alloy the unquestioned material choice for the 1990´s, because they´ll save you time and money:
Assembly operations are reduced
Entire assemblies can be cast as a single unit, eliminating the need for expensive manual assembly operations.
Assembly operations are reduced
Entire assemblies can be cast as a single unit, eliminating the need for expensive manual assembly operations.
Less material in required
Zinc´s superior casting fluidity, strength and stiffness permits the design of thin wall sections for reduced weight and material cost savings.
Machining operations are reduced
Due to the superior net-shape casting capability of zinc alloys, machining can be eliminated or drastically reduced.
Faster production and extended tool life
Die casting production rates for zinc are much faster than aluminum, or magnesium. Coupled with a tool life often exceeding 1 million parts, tooling and machine usage charges are dramatically reduced.
Eliminate bearings and bushings
Zinc´s excellent bearing and wear properties allow greater design flexibility and reduce secondary fabrication costs by eliminating small bushings and wear inserts.
Choice of low, medium and high production
A variety of casting processes are available to economically manufacture any size and quantity required.
Source : Interzinc
New closed arms for luminaire in zamak

IRILUR S. L. - Lamps and accessories for lamps, has once again put its trust in us to create and merge their new closed arms for luminaire in zamak. After months of work we can say that their new design is ready to be added to IRILUR`s catalog of products.
Unlike the majority of companies of lamps or accessories for lamps, IRILUR S. L. takes you from the years 80 using the zinc alloy "zamak", applied with success to manufacture their lighting products, obtaining forms and geometries not possible with other materials with the exception of the plastics, And by another dramatic improvements of surface finish due to its dimensional stability and smoothness to the obtainable in the surfaces, by deleting processes of filing and polishing that fatally entered, in the brass castings and bronze, and to a lesser proportion in the bilberry, controllable little variations of the originally projected forms (especially in edges and curves of small radio). This protection is obtained either with organic coatings (paints, varnishes, lacquers and enamels) or by electrolytic coatings that, in the brasses are generally of nickel and chrome, and in the case of zamak tend to be copper-nickel-chrome.
Neither must we forget the possibility that has the zamak, like the other metals and certain plastics, coatings to incorporate the tribology of PVD (Physical Vapor Deposition), CVD (Chemical Vapor Deposition) or of PECVD (enhaced Plasma Chemical Vapor Deposition) or The most recent on the basis of nickel alloys and tungsten, which in certain cases are substituting or substituted for the coatings to electrolytic nickel base and chrome that, among the other characteristics do not affect the environment or the health.
Defect images tomography

Tomography is a new NDT technology (Non Destructive Testing) to obtain a 3D reconstruction of internal defects. Faults can thus be visualized and quantified with precision (spatial position, area, shape factor, ...).
What is the principle of tomography?
Tomography is to use a source radio (microwave hearth) on a workpiece or a sample rotation. The 3D image is then reconstructed by calculation.

Compared to other analysis of internal defects, the tomography means has advantages:
- True 3D image to visualize and diagnose finely internal defects,
- Quantification (Part geometry and defects)
But also imposes constraints:
- Cost of the tool
- Analysis time.
That allows to analyze the CT?
Tomography can do two things:
- From 3D dimensional control room
- From internal health control room
A founder may equip it?
Yes, some have begun to do so for dimensional inspection and health room. Customers or R & D centers are also equipped with a tomograph.
Quantification of internal defects
Micro-tomography, used by IWTC in an R & D has to acquire images with a resolution between 3 microns and 20 microns (1 voxel = 20 mm). Different materials were analyzed (Al Si9Cu3 Al Si12, Al Si17Cu3, zamak, magnesium, ductile iron, aluminum foam). The vast majority concerned the diecasting (Al, Zn) on the draft R & D.
Tomography provides access to the following information:
- Porosity rate (in an area of each)
- Pore diameter (average, min, max)
- Shape factor of pores
- Distance of the pores of the skin piece. This parameter is of crucial importance for the fatigue (in alternating bending, but also to a lesser extent in tension / compression) in the sense that defects very close to the surface initiate fatigue cracks.
However, all these data require an operation manual recount:
- Isolate the area of interest
- Perform a thresholding operation (transformation of an initial gray level image into a black-white binary image). The thresholding operation (image analysis) is clearly the most delicate.
- Erosion and dilation operations that eliminate noise (resulting from thresholding) and too small defects to have a number of pores easily analyzable.
- Analysis of the proper file for realistic rendering and transfer to an Excel spreadsheet.
Image processing
Analysis and quantification of pores
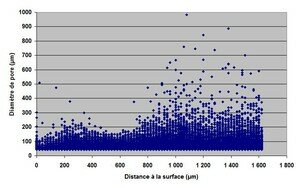
Distance to the surface (pore diameter and the ordinate) for an aluminum part 3.5 mm thick

Pores with respect to the workpiece surface (left and right) part.
Area skin part is relatively healthy.
Images of 3D tomography defects
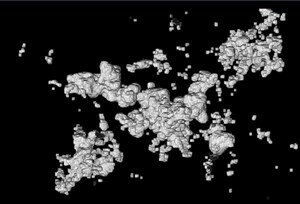
Micro-shrinkage (3D view) - Shrinkage
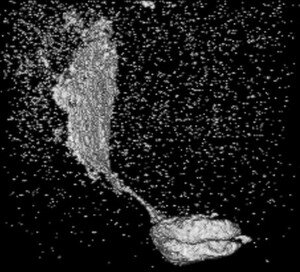
Recovery (3D view) - Cold shut
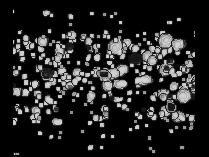
Blowhole (3D view) - Blowhole pores
Shrinkage (3D view) without filtering - shrinkage (without erode and dilate operations)

Shrinkage (Al Si9Cu3)
Vídeos
A means of CND future
Tomography is a means of control that begins to emerge from the R & D and is led to the industrial development in the future as to access additional information relative to the fluoroscopy.
Source: My little blog fonderie
The mechanical properties of a casting

A casting, either cast aluminum or steel, has static mechanical properties (Rm, Rp0.2, elongation) and dynamic (fatigue endurance limit) resulting from a number parameters (part design, alloying elements, ..., fineness of the microstructure).
Important factors
The main factors that impact on the mechanical properties (in both static and dynamic) of a part are:
- The content of alloying elements which enter into the chemical composition of the piece (Al-Si7Cu3Mg for an aluminum or 2.7% C, 0.6 Si, 4.2% Ni and 1.6% for Cr cast Ni-Hard)
- The absence of internal and external defects in the parts of mechanically stressed parts. Generally specifies an acceptable level of default (Class 1 for shrinkage in area designated for example) in the room CdC. The impact of defects on the mechanical properties can be understood finely
- The layout of the room (for example the absence of stress concentration areas or isolated solid areas)
- The type of microstructure obtained. For example, the shape of the graphite (flake, spheroidal, vermicular) or matrix (pearlitic, ferritic, austenitic, bainitic) for the font or shape of silicon (lamellar or acicular) or intermetallic compounds (Al-Fe-Si ) for the aluminum alloys
- The fineness of the microstructure (due to the rate of solidification). For some applications, and specifies the DAS (Dendritic Arm Spacing) in microns for aluminum alloys
- Micro-alloying elements in very small amounts (a few ppm to few% versus the traditional alloying elements)
- A subsequent heat treatment that modifies the microstructure (transformation of austenite to martensite in steels for example). For Al-Si alloys, for example, it is the addition of magnesium during the heat treatment allows to increase the mechanical characteristics
- Machining operations that can result in surface pores or cause residual stresses
- Subsequent treatment (local shot peening or hot isostatic pressing, for example)
Source: My little blog fonderie
Aluminum body for the new pickup Ford

Ford stole the show at the last Detroit Auto Show with the new generation of its pick-up F-150 has a body made of aluminum alloy. He said that the new model would weigh between 250 and 320 pounds less than the current, largely thanks to the use of aluminum, and it plans to market at prices close to those of the current (which range from 24 500 à 55 000 dollars). The new F-150 is part of the strategy to reduce the fuel consumption of the manufacturer. Ford has not given any indication on vehicle fuel consumption, but according to reports in the press, he would seek a highway fuel consumption of 7.8 liters per 100 kilometers.
Costs most important materials
The decision to replace the steel body of the most sold in the United States and most profitable Ford by an aluminum body vehicle could revolutionize the U.S. utility market, but also reduce the profits of the manufacturer. It implies higher cost of materials, significant investments in production tools and engineering, as well as the risk of setting complicated and troubled production and possible customer resistance. Also the problem of cost of repairing body panels and in turn the amount of insurance premiums.
Easy repair damaged panels
Ford noted in this regard that the model was designed to be repaired easily. It is also committed to financially assist dealers and repair shops for body panels damaged can be replaced or repaired at a competitive cost. Eric Noble, president of the consulting firm The CarLab, estimated that the use of aluminum would increase the cost of the new F-150 at least 1000 dollars, knowing that aluminum is about three times more expensive than steel.Source: www.ccfa.fr
Source: My little blog fonderie
Filler Video casting machine

Excellent video where you can see step-by-step the filling of a piece of aluminum and plastic at the same time, using a new casting machine.
The foundry institute of RWTH Aachen University presents the new developed hybrid multi-component high pressure die casting process. With this process the possibility is given to manufacture a composite part of two materials (aluminum and plastic) with one tool and one machine.
Blog
-
Innovation and Precision in Zinc (Zamak) and Aluminum Die Casting: Tailored Solutions for Industry Written on Friday, 13 February 2026 10:19 in Fundición inyectada

-
Subcontratación. From 6th to 8th june, 2019 Written on Thursday, 16 May 2019 11:48 in Actualidad

-
DOUBLE COIN KEYRINGS Written on Wednesday, 13 March 2019 10:15 in Fundición inyectada

-
4 FUNCTIONS CLEVY KEYRING Written on Wednesday, 06 March 2019 13:31 in Fundición inyectada

-
Advertising products works Written on Tuesday, 24 October 2017 08:52 in Fundición inyectada

-
10 REASONS TO CHOOSE DIE CASTED ZINC Written on Wednesday, 30 March 2016 09:14 in Fundición inyectada

-
Alloys Used in Die Casting Written on Tuesday, 20 October 2015 12:57 in Fundición inyectada

-
Optimized design of molds for injection molding and sustainable Written on Friday, 18 September 2015 10:49 in Actualidad

-
Subcontratación. From 26th to 29th May, 2015 Written on Monday, 27 April 2015 11:38 in Actualidad

-
Composition of casting zamak Written on Thursday, 09 April 2015 09:25 in Zamak

-
The Importance of Die Casting Services Written on Monday, 15 December 2014 10:35 in Actualidad

-
Zamak in jewelry Written on Monday, 16 February 2015 07:38 in Zamak

-
Surface finishes Written on Monday, 29 September 2014 13:18 in Zamak

-
The advantages of zinc casting alloys Written on Monday, 29 September 2014 11:57 in Zamak

-
Numerical simulation of filling pressure casting Written on Friday, 13 June 2014 07:34 in Novedades

-
New closed arms for luminaire in zamak Written on Friday, 21 March 2014 00:00 in Zamak

-
The mechanical properties of a casting Written on Thursday, 30 January 2014 11:48 in Aluminio

-
Aluminum body for the new pickup Ford Written on Thursday, 24 April 2014 06:54 in Aluminio

-
Defect images tomography Written on Friday, 20 December 2013 09:23 in Zamak

-
Merry Christmas and a Happy New Year Written on Thursday, 19 December 2013 14:44 in Actualidad

-
Filler Video casting machine Written on Thursday, 14 November 2013 08:50 in Aluminio

-
The silicon foundry alloys Written on Wednesday, 06 November 2013 14:50 in Aluminio

-
THANK YOU FOR YOUR VISIT TO OUR BOOTH AT SUBCONTRATACIÓN 2015 Written on Friday, 05 June 2015 07:00 in Actualidad

-
THANK YOU FOR YOUR VISIT TO OUR BOOTH AT SUMMIT 2013 Written on Wednesday, 16 October 2013 11:03 in Actualidad

-
Handling of Aluminum by Goldman Sachs Written on Monday, 16 September 2013 06:45 in Actualidad

-
Produce in China and Eastern Europe "no longer has much sense" Written on Tuesday, 03 September 2013 08:08 in Actualidad

-
Anodizing of aluminum Written on Tuesday, 23 July 2013 13:30 in Aluminio

-
CUMBRE 2013.October 1st - 4th Written on Thursday, 04 July 2013 06:38 in Actualidad

-
Markets zinc diecasting Written on Wednesday, 19 June 2013 12:22 in Zamak

-
Difference between the different metals used for casting Written on Friday, 07 June 2013 07:59 in Zamak
