Influencia del tamaño de grano en las propiedades mecánicas de los metales - video

Este video de 18 minutos de la BBC, aun no siendo reciente (1973) te dice TODO sobre la formación de granos (tamaño, anisotropía, ...) en metales (aleaciones de aluminio y aceros). Explica el impacto del proceso de transformación (laminación en frío, fundición, etc.) y los tratamientos térmicos sobre la microestructura y la influencia de los granos en las características mecánicas de las piezas. Está bien hecho, muy didáctico e interesante, nos gustó el pequeño lado retro (la prueba de extracción manual, las interferencias y abandonos del video VHS, ...) y el estilo muy muy en serio de la BBC. Si quieres ver un video hilarante, o si estás un poco deprimido, sigue tu camino compañero ... De lo contrario y si eres un apasionado de la metalurgia, si eres adicto a la tecnología, esto es para ti.
Fuente: BBC Video
Fuente artículo: My little blog fonderie
El precio del aluminio subiendo

El mercado de metales básicos se ha mantenido turbulento desde el comienzo del año, principalmente debido a las tensiones proteccionistas en el contexto de las disputas comerciales entre China y los Estados Unidos. A fines de febrero, Donald Trump anunció la introducción de aranceles sobre el aluminio y el acero importados a los Estados Unidos. Las sanciones anunciadas por el presidente estadounidense contra los oligarcas rusos y en particular el líder del segundo mayor productor de aluminio del mundo han tenido un efecto acelerador sobre el precio del aluminio, que ha aumentado en más del 20% desde comienzo del mes.
Precio más alto desde finales de 2015
El gráfico de la Bolsa de Metales de Londres (arriba) muestra la evolución del precio del aluminio en un período de 8 años. Actualmente, el curso está evolucionando en noviembre de 2011 y mantener las sanciones contra los oligarcas rusos podría continuar apoyando el precio del aluminio.
Un aumento muy fuerte en 2 semanas.
Al observar el gráfico a corto plazo, el aluminio se está moviendo fuera del canal y podría continuar su movimiento hacia la extensión de Fibonacci del 161.8% (disminución de enero a abril de 2018) ubicado en 2483. Tenga cuidado, sin embargo, con el riesgo de una corrección rápida en caso de alivio de estas sanciones, pero también en la parte inferior de la toma de ganancias con un aumento de más del 20% en dos semanas.

Fuente: www.dailyfx.com
Refractarios de fundiciones de aluminio

Los hornos de fundición de aluminio están compuestos de refractarios (sílice, alúmina, ...) para resistir la agresividad del metal líquido. Su comportamiento en el tiempo está condicionado por la naturaleza de los refractarios utilizados, la realización del briquetaje del horno y las condiciones de uso (temperatura de fusión, mantenimiento).
Resistencia a la agresión del metal líquido
Los hornos de inducción o fundición de crisol contienen metal líquido a alta temperatura, por lo que el revestimiento refractario debe resistir el ataque del metal. El funcionamiento adecuado de estos hornos se basa en la elección y el uso adecuado de los materiales refractarios que constituyen la zona de fusión y las diferentes partes del horno de fusión. Es importante tener un buen comportamiento del revestimiento refractario para aumentar la duración de las campañas entre las reparaciones y limitar el consumo específico de material. Los materiales seleccionados no solo deben soportar la temperatura sino también las tensiones mecánicas causadas por la presencia del metal líquido y el mantenimiento del horno.
Materiales utilizados
Los ladrillos consisten en una mezcla de sílice (SiO2) y alúmina (Al2O3) en proporción variable, pero contienen otros elementos (MgO, CaO, FeO2, SiC, ...). Los ladrillos están pegados con un pegamento específico. Los ladrillos se pueden escalonar, lo que aumenta su resistencia en el horno.

Secado
El secado de ladrillos y refractario es una operación importante que dura varias horas y debe respetar una curva de aumento de temperatura. Esta curva se guarda. Se requiere un quemador de respaldo para la operación de secado.
Degradación
Cuando la degradación del refractario es importante, pueden aparecer brotes de corindón en las áreas en contacto con el metal líquido y el aire del horno. Si el corindón (material extremadamente duro) sale de las paredes del horno, puede crear puntos duros en las piezas que causarán la rotura de las herramientas de corte.
fuente: My little blog fonderie
La industria 4.0 en la fundición a presión

La revista alemana de fundición, Giesserei, publicó un ensayo en 2016 en industria 4.0 de la fundición con máquinas equipadas con sensores y correlacionar la calidad de las piezas con parámetros de producción a través de un sistema de tipo IA (Sistema Kognitivo).
Máquina de fundición a presión o de inyección del futuro
Según los autores, varios sensores equipados a las máquinas (presión, velocidad, temperatura, ...), y también al molde (temperatura, llegada de metal, ...) ademas de a los dispositivos (recubrimiento con matriz, envase , vacío), correlacionan la calidad de las piezas a los parámetros de fabricación a través de los llamados sistemas inteligentes y grandes volúmenes de datos.
Bueno ... se tardará unos años, pero nos lo creemos.Fuente: revista Giesserei
Propiedades principales que afectan el valor de una pieza fundida

Las propiedades que deben reunir los objetos terminados varían, por supuesto, según el destino que se tienen reservados para los mismos. No obstante, pueden resumirse algunas propiedades que, aunque no propias de todas las aleaciones, son deseables en los objetos fundidos a presión y aumentan el valor de la fundición, desde el punto de vista del consumidor.
Piezas fundidas de buena calidad:
- Deben ser estables en las medidas y propiedades mecánicas.
- Deben ser resistentes a la corrosión superficial.
- Deben ser fácilmente maquinables.
- Deben poseer adecuada resistencia a la tracción y buena dureza.
- Deben poder ser sometidas a un proceso de terminación.
Las siguientes explicaciones demostrarán al lector la importancia de cada uno de estos requisitos.
Estabilidad en las medidas y propiedades mecánicas: Ciertas aleaciones, después de haberse efectuado la colada, modifican sus dimensiones y propiedades mecánicas en función del tiempo; en unas aleaciones esta modificación es de un grado mayor que en otras. Después de muchas investigaciones se ha llegado a la conclusión de que este fenómeno debe atribuirse a la corrosión intercristalina.
Casi todos los metales están sujetos a la corrosión, unos en mayor grado que los otros. Pero en estos casos el ataque de la corrosión es general y penetra en forma más o menos uniforme hacia adentro. En el cado de una corrosión intercristalina, el ataque es desigual y se concentra en los límites de los cristales o granos individuales del metal en cuestión.
Se entenderá fácilmente que un proceso de tal índole es mucho más dañoso que la corrosión general. Puede motiva, con el transcurso del tiempo, una disminución progresiva de la resistencia a la tracción y variaciones de magnitud, y hasta una desintegración completa del objeto colado.
La causa de la corrosión intercristalina no es la misma en todas las aleaciones. En una la misma es provocada por tensiones internas, en otras por la presencia de determinados elementos. La corrosión intercristalina es especialmente pronunciada si los objetos colados están sometidos a una atmosfera húmeda y caliente, lo que ocurre en climas tropicales.
Objetos fundidos de ciertas aleaciones suelen someterse a un “envejecimiento artificial”, para acelerar el establecimiento de las propiedades y dimensiones definitivas, mientras que a otros se les aplica revestimientos protectores para retardar la corrosión intercristalina.
Resistencia a la corrosión superficial: Muchas aleaciones no son resistentes a los agentes atmosféricos y hasta la temperatura ordinaria provoca a menudo un deslustre del objeto fundido. Un prolongado contacto con agua o vapor produce a veces, en determinadas aleaciones, corrosiones en la superficie, debiendo ser sometidas a tratamientos químicos o electrolíticos para mejorar su resistencia.
En resumen, la resistencia a la corrosión es una prioridad importante y deseable, pero no propia de todas las aleaciones.
Maquinabilidad: Las diversas aleaciones son más o menos fácilmente maquinables, pero no todas pueden soldarse con facilidad, debe tenerse en cuenta al efectuar la elección de una aleación, si la pieza que se quiere fundir debe ser sometida a un acabado ulterior, ya sea por medio de maquinas, herramientas o a mano. Del mismo modo hay que considerar, en determinados casos, si la aleación elegida puede soldarse con facilidad. A este respecto debe observarse que una buena soldabilidad implica no solo “fácil soldadura”, sino también buenas propiedades del conjunto de soldado. Resistencia a la tracción. Dureza: Estas propiedades son también deseables, pero no se encuentran en todas las aleaciones. Es lógico, que las aleaciones que reúnen en mayor grado estas propiedades sean de aplicación más general.
Resistencia a la tracción. Dureza: Estas propiedades son también deseables, pero no se encuentran en todas las aleaciones. Es lógico, que las aleaciones que reúnen en mayor grado estas propiedades sean de aplicación más general.
Proceso de terminación: Las superficies de muchas piezas fundidas a presión deben ser sometidas a un proceso de terminación, sea con el objeto de aumentar la resistencia de las mismas a los agentes atmosféricos, o con el objeto de mejorar su aspecto con propósitos decorativos. El éxito de este tratamiento superficial, que se efectúa por procedimientos de diferente índole, depende, entre otros factores de la calidad de la superficie de la pieza. Debe estar exenta de poros superficiales, estar limpia y bien lisa, características estas que en cierto grado están relacionadas con la fluidez de la aleación empleada.
Fuente: Libro "Fundición a presión de metales no férreos (Fundición por inyección)" por ANDRÉS BIEDERMANN
Interesante infografia "Die casting facts"

Pretransa Die Casting Machines, ha publicado una infografía llamada ‘Die casting facts’ (realidades de la fundición a presión), la cual pretende destacar la importancia que la fundición a presión ha tenido para el desarrollo de nuestra vida moderna. Explica los conceptos básicos de la fundición a presión a partir de sus orígenes y presenta la importancia que tiene para el desarrollo de nuestro mundo industrializado. Aborda la evolución de la tecnología utilizada, desde los primeros dispositivos de accionamiento manual patentados en el siglo XIX hasta los equipos totalmente automatizados utilizados hoy en día.
Aluminio inyectado

Fundición inyectada aluminio
En esta técnica, el molde no se destruye en cada inyección, es permanente, está hecha de un metal de acero para trabajo caliente. Hay una serie de procesos de fundición, la fundición de alta presión es la más utilizada, lo que representa alrededor del 50% de toda la producción de fundición de aleación ligera. Fundición de baja presión en la actualidad representa alrededor del 20% de la producción y su uso es para piezas de características mecánicas exigentes.
En este proceso, el metal líquido se inyecta en alta velocidad y presión en un molde metálico.
Una vista esquemática del proceso de fundición a presión (imagen superior).
Este equipo consta de dos platos verticales en las que se ubican los porta-moldes que sujetan las mitades de la matriz. Un plato fijo y el otro dispone de movimiento para el desmoldeo de la pieza. Una cantidad dosificada de metal se vierte en el contenedor y luego introduce en la cavidad del molde utilizando un pistón accionado hidráulicamente. Una vez que el metal se ha solidificado, el molde se abre y se retira la pieza inyectada.
En este proceso, se deben tomar precauciones especiales para evitar inclusiones de gases que causan ampollas durante el tratamiento térmico o soldadura del producto de fundición.
Source : Azom
Las propiedades mecánicas de una pieza de fundición

Una pieza de fundición, ya sea en fundición de aluminio o de acero, tiene propiedades mecánicas estáticas (Rm, Rp0.2, elongación) y dinámicos (límite de resistencia a la fatiga) como resultado de una serie parámetros (diseño parte, elementos de aleación, ..., finura de la microestructura).
Los factores importantes
Los principales factores que influyen en las propiedades mecánicas (tanto estático como dinámico) de una parte son:
- El contenido de elementos de aleación que entran en la composición química de la pieza (Al-Si7Cu3Mg para un aluminio o 2,7% de C, 0,6 de Si, 4,2% de Ni y 1,6% para Cr reparto de Ni-Hard)
- La ausencia de defectos internos y externos en las partes de las piezas estresados mecánicamente. Especifica lo general un nivel aceptable de incumplimiento (Clase 1 para la contracción en el área designada por ejemplo) en la sala de CdC. El impacto de los defectos en las propiedades mecánicas se puede entender finamente
- La distribución de la habitación (por ejemplo, la ausencia de zonas de concentración de esfuerzos o áreas sólidas aisladas)
- El tipo de microestructura obtenida. Por ejemplo, la forma del grafito (escama, esferoidal, vermicular) o la matriz (perlítica, ferrítico, austenítico, bainítica) para la fuente o la forma de silicio (laminares o aciculares) o compuestos intermetálicos (Al-Fe-Si ) para las aleaciones de aluminio
- La finura de la microestructura (debido a la velocidad de solidificación). Para algunas aplicaciones, y especifica el DAS (dendríticas brazo distanciador) en micras para las aleaciones de aluminio
- Elementos micro-aleación en cantidades muy pequeñas (unos pocos ppm a pocos% frente a los elementos de aleación tradicionales)
- Un tratamiento térmico posterior que modifica la microestructura (transformación de austenita a martensita en aceros por ejemplo). Para las aleaciones de Al-Si, por ejemplo, es la adición de magnesio durante el tratamiento térmico permite aumentar las características mecánicas
- Las operaciones de mecanizado que pueden resultar en poros de la superficie o causar tensiones residuales
- El tratamiento posterior (granallado local o prensado isostático en caliente, por ejemplo)
Fuente: My little blog fonderie
Cuerpo de aluminio para la nueva camioneta Ford

Ford se robó el show en el último Salón de Detroit con la nueva generación de su pick-up F-150 tiene un cuerpo de aleación de aluminio. Dijo que el nuevo modelo tendría un peso de entre 250 y 320 libras menos que el actual, en gran parte gracias al uso de aluminio, y planea comercializar a precios cercanos a los de la actual (que oscilan entre 24 500 a 55 000 dólares). La nueva F-150 es parte de la estrategia para reducir el consumo de combustible del fabricante. Ford no ha dado ninguna indicación sobre el consumo de combustible de los vehículos, pero según informes de la prensa, que buscaría un consumo de combustible en carretera de 7,8 litros a los 100 kilómetros.
Los mayores costos de materiales
La decisión de reemplazar el cuerpo de acero del vehículo de mayor venta en los Estados Unidos y más rentable de Ford por un cuerpo de aluminio podrían revolucionar el mercado de los utilitarios EE.UU., sino que también reducen las ganancias del fabricante. Esto implica un mayor costo de los materiales, importantes inversiones en herramientas de producción y la ingeniería, así como el riesgo de fijar la producción complicada y conflictiva y la posible resistencia de los clientes. También el problema del costo de la reparación de paneles de la carrocería ya su vez el importe de las primas de seguros.
Paneles dañados reparación fácil
Ford señaló a este respecto que el modelo fue diseñado para ser reparado fácilmente. También se ha comprometido a ayudar financieramente a los concesionarios y talleres de reparación de paneles de la carrocería dañados pueden ser reemplazados o reparados a un costo competitivo. Eric Noble, presidente de la firma consultora The Carlab, estima que el uso del aluminio podría incrementar el costo de los nuevos F-150 por lo menos 1.000 dólares, a sabiendas de que el aluminio es tres veces más caro que de acero.
Fuente: www.ccfa.fr
Fuente: My little blog fonderie
Tomografía - Defectos internos con imágenes

La tomografía es una nueva tecnología de END (ensayos no destructivos) para obtener una reconstrucción en 3D de defectos internos. Fallos de este modo se pueden visualizar y cuantificar con precisión (posición espacial, área, factor de forma, ...).
¿Cuál es el principio de la tomografía?
Tomografía es utilizar una fuente de radio (hogar microondas) en una pieza de trabajo o una rotación de la muestra. La imagen 3D es entonces reconstruido por cálculo.

En comparación con otros análisis de defectos internos, la tomografía significa tiene ventajas:
- La verdadera imagen 3D para visualizar y diagnosticar los defectos finamente internos,
- Cuantificación (geometría y defectos Parte)
Pero también impone restricciones:
- Coste de la herramienta
- El tiempo de análisis.
Esto permite analizar la CT?
Tomografía puede hacer dos cosas:
- Desde la sala de control dimensional 3D
- Desde la sala de control de estado interno
Un fundidor puede equiparlo?
Sí, algunos han comenzado a hacerlo para la inspección dimensional y sala de salud. Los clientes o los centros de I + D también están equipados con un tomógrafo.
La cuantificación de defectos internos
Micro-tomografía, utilizado por IWTC en un proyecto de I + D tiene que adquirir imágenes con una resolución de entre 3 micras y 20 micras (1 voxel = 20 mm). Se analizaron diferentes materiales (Al Si9Cu3 Al Si12, Al Si17Cu3, zamak, magnesio, hierro dúctil, espuma de aluminio). La gran mayoría se refería a la fundición a presión (Al, Zn) sobre el proyecto de I + D.
Tomografía da acceso a la siguiente información:
- Tasa de porosidad (en un área de cada uno)
- El diámetro de poro (promedio, mínimo, máximo)
- Factor de forma de los poros
- Distancia de los poros de la pieza de piel. Este parámetro es de importancia crucial para la fatiga (en flexión alterna, pero también, en menor medida, en la tensión / compresión) en el sentido de que los defectos muy cerca de la superficie iniciar grietas de fatiga.
Sin embargo, todos estos datos requieren un recuento manual de funcionamiento:
- Aislar el área de interés
- Realizar una operación de umbralización (transformación de una imagen inicial de niveles de gris en una imagen binaria en blanco y negro). La operación de umbralización (análisis de imágenes) es claramente la más delicada.
- Las operaciones de erosión y de dilatación que eliminan ruido (resultante de umbral) y defectos demasiado pequeñas para tener un número de poros fácilmente analizables.
- Análisis del fichero adecuado para la representación realista y traslado a una hoja de cálculo Excel.
El procesamiento de imágenes
Defectos de procesamiento de imágenesAnálisis y cuantificación de poros
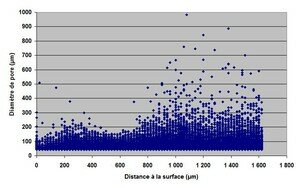
Distancia a la superficie (diámetro de poro y el eje de ordenadas) para una pieza de aluminio de 3,5 mm de espesor

Los poros con respecto a la superficie de la pieza parte (izquierda y derecha).
Área de parte de la piel es relativamente saludable.
Imágenes de defectos de tomografía 3D
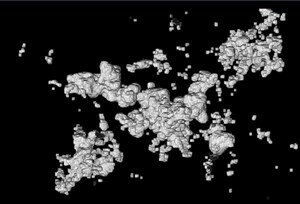
Micro-contracción (vista 3D) - Contracción
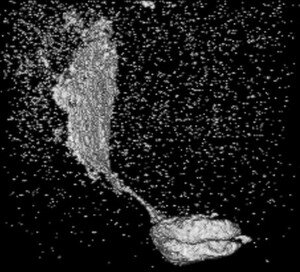
Recuperación (vista 3D) - cierre en frío
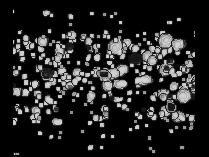
Poros Blowhole - espiráculo (vista 3D)
Contracción (vista 3D) sin filtrado - Contracción (sin erosionar y dilatar las operaciones)

Contracción (Al Si9Cu3)
Vídeos
Un medio de CND futuro
La tomografía es un medio de control que comienza a salir de la I + D y se llevó al desarrollo industrial en el futuro como para acceder a la información adicional relativa a la fluoroscopia.
Fuente: My little blog fonderie
Blog
-
Fundición inyectada: ¿Cuándo elegir Zamak y cuándo Aluminio para tus piezas industriales? Escrito el Miércoles, 17 Junio 2026 06:56 en Fundición inyectada

-
Innovación y Precisión en la Fundición Inyectada de Zamak y Aluminio: Soluciones a Medida para la Industria Escrito el Viernes, 13 Febrero 2026 10:08 en Fundición inyectada

-
Fundición a presión de Zamak: precisión, eficiencia y calidad para la industria moderna Escrito el Miércoles, 05 Noviembre 2025 11:07 en Zamak

-
¿En qué consiste la fundición a presión de Zamak? Escrito el Miércoles, 05 Noviembre 2025 10:53 en Zamak

-
La Importancia de los Acabados Superficiales en Piezas de Zamak y Aluminio Escrito el Jueves, 22 Febrero 2024 09:38 en Blog

-
Zamak Inyectado: Innovación y Versatilidad en la Fabricación de Componentes Metálicos Escrito el Lunes, 19 Febrero 2024 07:21 en Zamak

-
MEJORA DE LA EFICIENCIA ENERGETICA Escrito el Lunes, 31 Enero 2022 08:36 en Actualidad

-
PROCEDIMIENTO DE LA COLADA EN LA FUNDICIÓN A PRESIÓN Escrito el Jueves, 04 Marzo 2021 14:50 en Fundición inyectada

-
Influencia del tamaño de grano en las propiedades mecánicas de los metales - video Escrito el Jueves, 01 Octubre 2020 08:02 en Fundición inyectada

-
Variaciones en las dimensiones de las piezas fundidas a presión de aleaciones de Zamak (en mm por mm) Escrito el Martes, 23 Junio 2020 11:23 en Zamak

-
Propiedades químicas del zinc Escrito el Jueves, 07 Mayo 2020 12:28 en Zamak

-
Propiedades físicas del zinc Escrito el Jueves, 20 Febrero 2020 14:58 en Zamak

-
Zinc y sus aleaciones Escrito el Jueves, 16 Enero 2020 12:40 en Zamak

-
LA MATRIZ O MOLDE Escrito el Lunes, 25 Noviembre 2019 14:06 en Fundición inyectada

-
Clasificación de las aleaciones en la fundición a presión Escrito el Martes, 17 Septiembre 2019 11:55 en Fundición inyectada

-
Zinc o Zamak vs Plástico Escrito el Miércoles, 19 Junio 2019 08:15 en Zamak

-
Subcontratación 2019 Bilbao Escrito el Jueves, 16 Mayo 2019 09:32 en Actualidad

-
LLAVEROS DOBLE MONEDA Escrito el Miércoles, 13 Marzo 2019 09:27 en Fundición inyectada

-
LLAVEROS CLEVY 4 FUNCIONES Escrito el Viernes, 01 Marzo 2019 10:04 en Fundición inyectada

-
Pieza de fundición correctamente diseñada Escrito el Viernes, 25 Enero 2019 09:35 en Fundición inyectada

-
Diseño de piezas fundidas a presión Escrito el Viernes, 16 Noviembre 2018 08:19 en Fundición inyectada

-
Magnesio: diagrama de equilibrio y fluencia Escrito el Lunes, 17 Septiembre 2018 06:49 en Fundición inyectada

-
El precio del aluminio subiendo Escrito el Martes, 24 Abril 2018 11:41 en Aluminio

-
Refractarios de fundiciones de aluminio Escrito el Martes, 28 Noviembre 2017 09:40 en Aluminio

-
Trabajos de publicidad fundición Escrito el Martes, 24 Octubre 2017 08:33 en Fundición inyectada

-
Influencia del tamaño de grano en las propiedades mecánicas de los metales - video Escrito el Miércoles, 06 Septiembre 2017 07:56 en Aluminio

-
Visitenos en Subcontratación 2017 Bilbao Escrito el Martes, 06 Junio 2017 08:42 en Actualidad

-
Subcontratación 2017 Bilbao Escrito el Miércoles, 10 Mayo 2017 12:00 en Actualidad

-
Las causas de las ampollas en la fundición a presión Escrito el Martes, 14 Marzo 2017 15:37 en Fundición inyectada

-
La industria 4.0 en la fundición a presión Escrito el Martes, 14 Febrero 2017 14:52 en Fundición inyectada
